

Вопрос №19.Станки для резки и гибки арматуры.
Механическая обработка стали для арматурных изделий включает в себя:
- размотку;
- правку;
- отмеривание и резку стали;
- гибку отдельных стержней;
- гибку сеток и каркасов;
- изготовление монтажных петель и другие операции.
В настоящее время на заводах ЖБК широко используются правильно-отрезные станки: принцип работы этих станков одинаков.
Станки имеют:
- подающие ролики, с помощью которых арматура сматывается с бухты;
- вращающийся правильный барабан, где арматурная сталь выпрямляется правильными планками и одновременно очищается;
- отрезное устройство гильотинного типа;
- приемно-выдающее устройство с продольными канавками для направления выправленных стержней и поворотной планкой, закрывающей канавку при приеме стержня и откидывающейся при его сбросе.
- размоточное устройство;
- ограждение.
Установку СМЖ – 357 (рис. 5) выпускают с приемно-выдающим устройством длиной 6 м. Для получения стержней большей длины применяют дополнительные секции этого устройства длиной 2 м. Установка СМЖ – 357 имеет высокую производительность (скорость подачи арматуры 30 – 90 м/мин), позволяет править сталь периодического профиля.
Длина заготовляемых стержней на установке СМЖ –357 от 1000 мм до 9000 мм.

Рис. 5. Установка СМЖ-357 для правки и резки арматурной стали
1 – сборник арматуры; 2 – приемно-сбрасывающее устройство; 3 – электрооборудование; 4 – станок; 5 – ограждение с приспособлением для заправки; 6 – размоточное устройство.
Технологическая производительность правильно-отрезных станков зависит от коэффициента использования их по времени, который при хорошей организации труда может быть 0,75 – 0,85.
1) Расчетно-конструктивная производительность станков, работающих по принципу непрерывной подачи арматуры:
2) Производительность станков, у которых на период резки стержней подача арматуры прекращается, зависит от длины отрезаемого стержня:
Заготовка арматурной стали, поставляемой в прутках.
В прутках поставляется горячекатаная арматурная сталь D=10 – 40 мм, классов A240, A300, A400, A600, A800, A1000, A12000. Заготавливается такая арматура на механических и гидравлических приводных станках для резки арматурной стали. Заготовляемые стержни должны быть прямыми, без заусенцев и загибов по концам. Отклонения от прямолинейности на 1 м длины не должны превышать 6 мм.
По эксплуатационным качествам наиболее эффективен механический станок СМЖ – 322А.В одном из исполнений станок комплектуется механизмом противодавления резке, обеспечивающим ровный срез стержня, перпендикулярный к его оси без заусенцев и отгиба конца. Большая толщина ножей повышает их износостойкость и позволяет работать несколькими гранями с поворотом ножей при износе. Для особо чистой резки стали, могут устанавливаться ножи с полукруглыми режущими гранями.
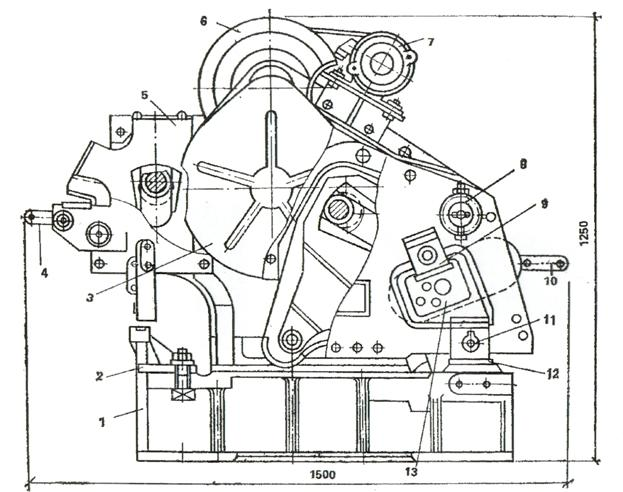
Рис. 7. Комбинированные пресс-ножницы СМЖ-229А
1 – станина; 2 – плита; 3, 6 – механизм передачи; 4, 10 – пусковые рычаги; 5 – ползун; 7 – электродвигатель; 8 – пакетный выключатель, 9, 11 – верхний и нижний упоры, 12, 13 - ножи
Гибка арматуры. Для гибки арматурных стержней рекомендуется применять серийно выпускаемые универсальные станки:
- СМЖ –173А (см. рис. 8);
-
СМЖ – 179А.
Рис. 8. Приводной станок СМЖ-173А для гибки арматурных стержней
а – общий вид; б – кинематическая схема; 1 – упорный палец; 2 – гибочный палец; 3 – осевой палец; 4 – рабочий диск; 5 – планка с гнездами для установки упорных пальцев; 6, 7 – червячная передача; 8 – электродвигатель; 9 – клиноременная передача; 10, 11 – шестеренчатая передача
Станок СМЖ – 173А состоит из:
рамы;
редуктора;
плиты;
приспособлений для гибки прутков;
электрооборудования;
педального управления.
В комплект станка входят:
набор сменных осевых пальцев;
набор сменных гибочных пальцев;
набор сменных упорных пальцев;
набор пластин и оправок, подбираемых в зависимости от диаметра изгибаемой арматуры.
Скорость вращения гибочного диска можно изменять перестановкой шестерен. Для угловой гибки арматурных сеток и плоских каркасов рекомендуется использовать серийно выпускаемые станки СМЖ – 353А (см. рис. 9) и ПО –725.Пневматический станок СМЖ –353А предназначен для гнутья сеток и плоских каркасов из арматурной стали диаметром до 12 мм и длиной до: 3000 мм; 6000 мм; 9000 мм.
За несколько ходов гибочной балки станка с перестановкой сетки она может приобрести форму замкнутого контура.Гибку монтажных петель, хомутов и анкерных стержней следует выполнять на станках СМЖ – 173А и СМЖ – 179А.Для использования полной мощности станка рекомендуется несколько стержней небольшого диаметра; при пакетном гнутье пользуются специальными держателями.
Вопрос №20. Ручные машины и инструмент. Классификация. Назначение, конструкция, работа.