

4.3 Очищення газів від оксиду сірки (IV)
Недоліки абсорбційних методів очищення газів від оксиду сірки (IV) сприяли розробці процесів, заснованих на використанні твердих хемосорбентів шляхом їх введення в пилоподібній формі в топки і (або) газоходи теплоенергетичних агрегатів. В якості хемосорбентів можуть бути використані: вапняк, доламіт або вапно. Для збільшення активності хемосорбентів, придушення процесу окиснення SО2 в SО3 і вирішення деяких інших завдань разом з поглиначем оксиду сірки (IV) вводять ряд спеціальних добавок у вигляді дешевих неорганічних солей, оксихлориду міді, оксиду магнію і інших речовин.
Разом з перерахованими хемосорбентами як агенти для зв’язування оксиду сірки (IV) можуть бути використані і деякі оксиди металів. З позицій забезпечення прийнятних швидкостей поглинання оксиду сірки (IV) і регенерації насичених хемосорбентів найперспективнішими серед них є оксиди Al, Bi, Се, Со, Сг, Сі, Fe, Hf, Mn, Ni, Sn, Th, Ti, V, U, Zr. Серед досліджених і випробуваних методів деяку практичну реалізацію отримав оксидно-марганцевий метод (метод фірми "Міцубісі").
За цим методом гарячі димові гази (135°С) обробляють оксидом марганцю у вигляді порошку. В процесі контакту оксиду марганцю з оксидом сірки (IV) і киснем відбувається реакція:
MnOX·nH2O + SO2 + (1-x/2)O2→MnSO4 + nH2O, (4.1)
де х =1,6-1,7.
Сульфат марганцю, що утворюється після його виділення з газу, обробляють у вигляді водної пульпи аміаком з метою регенерації оксиду марганцю:
MnSO4 + 2 NH3 + (n+1)H2O+(x-1)/2 O2 →MnO·nH2O + (NH4)2SO4
Відповідно до рис. 4.4 інжектуємий в димові гази оксид марганцю взаємодіє в адсорбері з оксидом сірки (IV), що міститься в них. Гази, що виходять з адсорбера, звільняють від завислих домішок в циклоні і електрофільтрі, після чого через димову трубу при 115°С очищені гази викидають в атмосферу. Основну кількість хемосорбенту з циклону і електрофільтру знов направляють на контакт з димовими газами, а невелику його частину у вигляді водної пульпи з метою регенерації оксиду марганцю послідовно обробляють в амонійному скрубері і реакторі водним розчином аміаку і повітрям. Вловлену в процесі очищення сажу; яка знаходиться в пульпі, що виходить з реактору, відокремлюють в сепараторі. Регенерований оксид марганцю виділяють з розчину на фільтрі і направляють на початок процесу. Звільнений від завислих речовин розчин сульфату амонію через кип'ятильник передають на вакуум-кристалізацію.
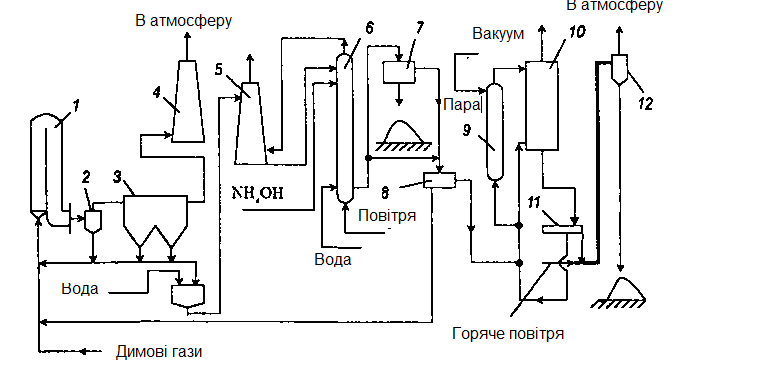
Рисунок 4.4 – Схема установки оксидно-марганцевого очищення димових газів від оксиду сірки (IV)
1 – адсорбер; 2 – циклон; 3 – електрофільтр; 4 – димова труба; 5 – амонійний скрубер; 6 – реактор; 7 – сепаратор; 8 – фільтр; 9 – кип’ятильник; 10 – кристалізатор; 11 – центрифуга; 12 –циклон.
Кристали сульфату амонію відокремлюють від маточного розчину на центрифузі і після висушування гарячим повітрям відокремлюють від останнього в циклоні. При вмісті оксиду сірки (IV) в газі, що подається на очищення, 0,15% (об.) оксидно-марганцевий метод відповідно до такої технології забезпечує його 90% видалення.
Сухі процеси санітарного очищення газів від оксиду сірки (IV) забезпечують можливість обробки газів при підвищених температурах без зволоження потоків. Це дозволяє знизити корозію апаратури, спрощує технологію газоочищення і скорочує капітальні витрати на неї. Разом з цим вони зазвичай передбачають можливість циклічного використання поглинача і (або) утилізацію продуктів процесу очищення газів.
До сухих способів відносять також каталітичне окиснення оксиду сірки (IV) і поглинання оксиду сірки (IV) адсорбентами.
Серед сухих способів адсорбційного уловлювання оксиду сірки (IV) найбільшою мірою досліджені і випробувані у виробничих умовах (для газів процесів спалювання твердого і рідкого палива) вуглецеві поглиначі (в основному активне вугілля і напівкокси), котрі дозволяють проводити обробку газів при 110-150°С.
Динамічна активність вуглецевих адсорбентів до оксиду сірки (IV) при вмісті його в газах 0,5% (об.) в інтервалі температур 50-100°С перебуває в межах 3-43 г/кг. При присутності в газах, що очищаються, кисню і парів води величина адсорбції зростає, а поглинання вуглецевими адсорбентами оксиду сірки (IV) супроводжується каталітичними процесами окиснення, що призводить до утворення сірчаної кислоти. Концентрація останньої визначається умовами сорбції і вологовмістом газового потоку.
Вугільноадсорбційне видалення оксиду сірки (IV) з димових газів засноване на використанні як стаціонарного, так і рухомого шару вуглецевих адсорбентів. Установки характеризуються ефективністю очищення 90-95%, високим гідравлічним опором (0,4– 6,0 кПа) і здатністю очищати димові гази, що містять 20 г/м3 і більше попелу. Окремі різновиди таких процесів разом з оксидом сірки (IV) дозволяють частково вилучати з димових газів оксиди азоту.
Для регенерації насичених поглиначів можуть бути використані термічний і екстракційний способи. При термічній регенерації необхідні нагрів адсорбенту газовим або твердим теплоносієм до 400 – 450°С з метою розкладання сірчаної кислоти (H2SO4+0,5C → SO2+H2O+0,5CO2) і евакуація продуктів десорбції певною кількістю овіддувочного агенту. Це забезпечує можливість отримання газів десорбції, концентрація оксиду сірки (IV) в яких може досягати 40-50% (об.). Такі гази можуть служити джерелом виробництва сірчаної кислоти, елементної сірки, рідкого оксиду сірки (IV). Екстракційна регенерація зводиться до обробки насиченого поглинача підігрітою водою, що приводить до отримання розбавлених розчинів сірчаної кислоти (10-15%). Останні необхідно концентрувати упарюванням.
Розроблені способи вловлювання оксиду сірки (IV) вуглецевими адсорбентами ("Reinluft" у Німечині, "Hitashi" в Японії, "Westvaco" в США) через дефіцит і високу вартість адсорбентів можуть бути рекомендовані лише для обробки відносно невеликих об'ємів відхідних газів у виробництвах сірчаної кислоти і целюлози, на нафтопереробних підприємствах і у ряді інших процесів.
Сорбційна здатність силікагелів щодо оксиду сірки (IV) складає істотну величину навіть при високих температурах (150- 200°С) і низьких концентраціях цільового компоненту в газах (<1% (об.)), що пояснюють окисненням адсорбованого SО2 в SО3 киснем, що міститься в оброблюваних потоках. Регенерацію насиченого поглинача, зважаючи на його негорючість, можна проводити нагрітим повітрям. Якщо в газах, що очищаються, містяться пари води, величина поглинання силікагелями оксиду сірки (IV) різко зменшується.
Як поглиначі оксиду сірки (IV) з газів досліджені іонообмінні смоли – аніоніти. Їх сорбційна здатність за SО2 практично не залежить від концентрації останнього в газі і вологовмісту оброблюваного потоку в широкому діапазоні цих параметрів, вона може досягати 20%. Оптимальні температури газоочищення знаходяться в інтервалі 25-60°С. Використання іонообмінників передбачає ретельне очищення оброблюваних газів від твердих завислих домішок. Регенерація насичених оксидом сірки (IV) аніонітів можлива 1 н розчином гідроксиду натрію.
Як ефективні агенти уловлювання оксиду сірки (IV) з відхідних газів зарекомендували себе кислотостійкі цеоліти, зокрема природні (в основному клиноптилоліт- і морденітвмісні породи).
Здатність цеолітів поглинати значні кількості оксиду сірки (IV) при підвищених температурах і низьких концентраціях SО2 в газах вигідно відрізняє їх від інших промислових адсорбентів при використанні в процесах санітарного газоочищення. В той же час, присутня в оброблюваних газах волога погіршує поглинання SО2 цеолітами. Разом з цим цеоліти каталізують реакцію окиснення SO2 в SO3, що приводить до накопичення останнього в цеолітах і поступовій їх дезактивації по відношенню до SO2. Утилізація відпрацьованих цеолітів залишається завданням, що вимагає ефективного рішення. Разом із значними енерговитратами на десорбцію насичених поглиначів і рядом інших обставин це стримує вирішення питань практичної реалізації процесів санітарного очищення газів від оксиду сірки (IV) цеолітами.
Більшість сухих методів очищення газів від оксиду сірки (IV) вимагають значних витрат тепла на регенерацію. Їх реалізація пов'язана також з підвищеними капітальними витратами через необхідність виконання адсорбційної апаратури з дорогих спеціальних матеріалів, оскільки вона призначається для роботи в умовах корозійних середовищ при підвищених температурах. Це перешкоджає впровадженню адсорбційних процесів для очищення газів.