

4.2 Очищення газів від оксидів азоту
Як абсорбційні, так і адсорбційні методи очищення нітрозних газів малоефективні через значну інертність NО, який є несолетворною сполукою. У зв'язку з цим у ряді випадків раціональним є переведення слабоокиснених компонентів нітрозних газів в оксиди вищих ступенів окиснення.
Достатньо ефективними поглиначами NOx є активні вугілля. Проте при їх контакті з оксидами азоту можливе значне розігрівання, що призводить до спалаху вугілля і навіть вибухів. Наряду з цим активні вугілля характеризуються низькою механічною міцністю і відновними властивостями, які викликають конверсію поглинутого NО2 у слабосорбуємий NО.
Адсорбційна здатність за NOx силікагелей декілька нижча, ніж у активного вугілля. З використанням силікагелей можуть досягатися високі ступені уловлювання NО (до залишкових концентрацій 0,005%). Проте з економічних причин процес в промисловості не реалізований.
Порівняно невеликою поглинальною здатністю щододо оксидів азоту характеризуються алюмогелі, що володіють, крім того і невисокою стійкістю. Значна ємкість по відношенню до NO і висока механічна і термічна стійкість властиві алюмосилікатам..
Достатньо детально вивчені процеси адсорбції NOх на молекулярних ситах, зокрема, на висококремнеземних кислотостійких цеолітах на основі морденіту. Поглинальна здатність цих адсорбентів в активованому стані при малому парціальному тиску NОх на один-два порядки вище, ніж у силікагелей. Проведені в напівпромислових умовах випробування свідчать, що ємкість молекулярних сит за оксидами азоту залежно від умов реалізації процесу знаходиться в межах 2-10%. Разом з цим процеси поглинання NО цеолітами зазвичай супроводжуються його диспропорціонуванням до NО2 і N2О, причому останній присутній в газі, що пройшов очищення.
Як поглиначі NOx досліджені деякі аніоніти, проте їх використання характеризується низькою ефективністю через те, що протікає утворення NО і кислоти в процесі поглинання нітрозних газів вологою, що знаходиться в іонітах, та малою кислотостійкістю цих матеріалів.
Мінеральні адсорбенти більшою чи меншою мірою володіють здатністю каталізувати процес перетворення NО в NO2. У зв'язку з цим при адсорбційному очищенні нітрозних газів з підвищеним вмістом компонентів низького ступеня окисненості, що погано сорбуються, в них слід вводити кисень. Збільшення відношення NО2/NO сприятливо позначається на характеристиках процесів адсорбційного очищення нітрозних газів.
На використанні цеоліту на основі Н-морденіта базується технологія очищення від NOx газових викидів контурів енергетичних установок з теплоносієм на основі дисоціюючого тетра-оксиду азоту. Викидами таких енергетичних установок є концентровані повітряні суміші N2О, NO і NО2 (NО2 96-98%). Спочатку їх охолоджують до -8 ºС з метою виділення основної кількості (до 83-87% NО2) NOx, який повертається в контур енергетичної установки. Потім газову суміш, що містить не сконденсовані N2О, NO і NО2 при 82-87ºС піддають адсорбційному очищенню з метою повного поглинання NО і NО2. Газоповітряну суміш після адсорбції при 397-497ºС каталітично знешкоджують від N2О, використовуючи як каталізатор цеоліт на основі Н-морденіта, і викидають в атмосферу. Насичений цеоліт регенерують гострою парою, повертаючи продукти десорбції в контур енергетичної установки. Ступінь знешкодження відхідних газів відповідає вимогам санітарних норм.
Хемосорбційне очищення відхідних газів від оксидів азоту може бути організоване на основі використання різних твердих речовин, здатних вступати в хімічну взаємодію з компонентами, що видаляються.
Наприклад, з метою уловлювання NОx з відхідних газів розроблений метод адсорбції оксидів азоту торфолужними сорбентами в апаратах киплячого шару. При використанні найбільш дешевого і доступного сорбенту (суміш торфу і вапна-пушонки) ступінь очищення газів, що містять 0,1-2,0% NOx, при часі контакту фаз 1,6-3 с досягає 96-99%, забезпечуючи вміст NOx в очищених газах на рівні 0,01-0,04%. Ще більший ефект може бути досягнутий при використанні торфу, обробленого аміаком, або при введенні аміаку в киплячий шар торфу. Торф сприяє окисненню нітритів до нітратів. Відпрацьованим сорбентом є торфоазотне добриво, що добре зберігається, придатне для використання на будь-яких ґрунтах і містить 8-12% засвоюваного азоту і 27-30% добре засвоюваних рослинами гумінових кислот, що є ефективними стимуляторами їх росту. Ці кислоти утворюються в результаті процесу окиснення органічної маси торфу, що каталізується оксидами азоту, присутнім в газах киснем.
Розрахункові характеристики такого процесу при санітарному очищенні 60 тис. м3/год відхідних газів сірчанокислотного цеху, що містять до 0,3-0,4% NOx, 0,3% SО2 і 0,3 г/м3 туману і бризок сірчаної кислоти, ілюструються наступними показниками: витрата торфу 50%-вої вологості - до 3 т/год (25-35 кг сухого торфу на 1000 м3 газу); споживана кількість аміаку - до 294 кг/год (до 5 кг на 1000 м3 газу). Робота установки забезпечує за рік уловлювання з відхідних газів 2520 т NOx, 3200 т SО2, 95 т H2SО4. При цьому можливе отримання торфоазотного добрива, що містить до 15-25% нітрату і сульфату амонію і більше 15% водорозчинних гуматів амонію. Технологічна схема установки представлена на рис. 4.3.
Відповідно до цієї схеми торф, що доставляється на установку в залізничних вагонах зі складу, направляють транспортером в приямок і далі ковшовим елеватором в бункер. Звідси шнековим транспортером торф подають в молоткові дробарки. Подрібнений хемосорбент шнековим транспортером, ковшовим елеватором через живильник направляють в адсорбер. При очищенні 60 тис. м3/год газу діаметр адсорбера складає 7,3 м, висота – 10,5 м, опір псевдозрідженого шару торфу заввишки 1,5 м - приблизно 4,9 кПа. Під дуттєві грати адсорбера вентилятором нагнітають нітрозний газ, який після очищення в адсорбері направляють в пиловловлювач, звідки викидають в атмосферу. Відпрацьовану тверду фазу виводять з адсорбера секторним живильником і транспортують на склад готової продукції (торфоазотні добрива).
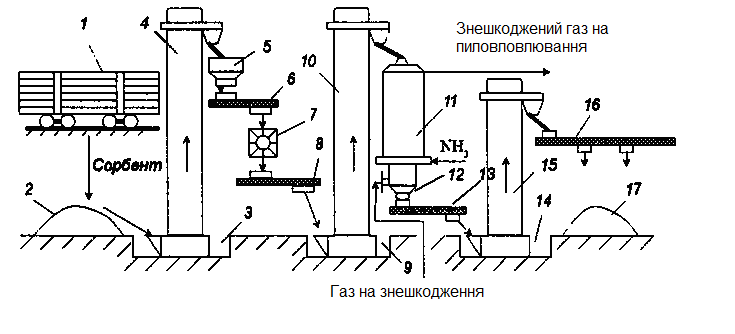
Рисунок 4.3 – Схема установки очищення нітрозних газів торфолужним сорбентом:
1 – залізничний вагон; 2, 17 – склад; 3,9, 14 – приямки; 4,10 ,15 – елеватори; 5 – бункер; 6, 8, 13,16 – шнекові транспортери; 7 – дробарка молоткова; 11- адсорбер; 12 – живильний пристрій.
Приблизно за такою ж технологією для денітрифікування відхідних газів промисловості можливе використання бурого вугілля, фосфатної сировини, лігніну. При цьому тверді продукти газоочищення, як і у випадку застосування торфолужного поглинача, не підлягають регенерації і можуть використовуватися як органомінеральні добрива і промислові реагенти.
Як інші широкодоступні і дешеві поглиначі NOx можуть використовуватися вапняк, вапно, сланцевий попіл. При цьому відпрацьовані хемосорбенти можна направляти на нейтралізацію кислих стоків або в сільське господарство як азотвмісні добрива.