

Профільні з’єднання
Отримують
розповсюдження фасонне з’єднання валів
і деталей у вигляді трефо видних або
три- і чотиригранних чи еліптичних
фігур. За міцністю і стійкістю проти
спрацювання ці з’єднання не поступаються
перед шліцьовими. Для забезпечення
необхідної міцності у цих з’єднаннях
має додержуватись стале співвідношення
 .
.
Зварні з’єднання Особливості з’єднання деталей зварюванням і характеристика з’єднань
Зварювання – технологічний процес з’єднання деталей, який здійснюється при місцевому нагріванні стику деталей до розплавленого або пластичного стану їх із подальшим взаємним деформуванням. Утворення такого типу з’єднання базується на використанні сил молекулярного зчеплення.
Нині є багато різних способів з’єднання деталей зварюванням. У машинобудуванні переважне використання знаходять такі способи-ручне дугове зварювання металевим електродом, автоматичне дугове зварювання металевим електродом під шаром флюсу, електрошлакове зварювання та контактне зварювання – стикове, шовне та точкове. Перші три способи належать до зварювання плавленням, а останній – до зварювання, що здійснюється деформуванням нагрітого до пластичного стану матеріалу деталей, які підлягають з’єднанню.
Зварні з’єднання є найдосконалішими з нероз’ємних з’єднань, оскільки вони у значній мірі наближають з’єднані деталі до цілісних. Зварювання використовують не тільки як спосіб з’єднання деталей, а й як технологічний метод виготовлення самих деталей. Зварені деталі у багатьох випадках із успіхом заміняють деталі ковані, штамповані або виготовлені литтям Зварюванням виготовляють станини, рами і основи машин, корпуси редукторів, зубчасті колеса, шківи, зірочки, маховики, барабани, ферми, колони, різні резервуари, труби, корпуси річкових та морських суден. Основними перевагами зварних з’єднань є такі: відсутність додаткових з’єднуючих елементів; рівноміцність шва щодо з’єднуваних елементів деталей, економія матеріалу та зменшення маси виробів; висока продуктивність та простота процесу зварювання. До недоліків зварних з’єднань належать: поява температурних напружень і пов’язана з цим можливість скривлювання деталей після зварювання; значна концентрація напружень в області зварних швів; знижена стійкість проти корозії та ін.
Типи зварних швів
Існує два типи зварних швів: стиковий і кутовий. Залежно від взаємного розміщення з’єднуваних елементів деталей розрізняють стикові, напускові, таврові та кутові зварні з’єднання.
Рисунок 1. Стикові шви і стикові з’єднання
Стикове з’єднання є найраціональнішим видом зварних з’єднань. Воно утворюється за допомогою дугового або контактного зварювання.
Стикове зварне з’єднання виконується тільки стиковим зварним швом.
Зварні стикові
з’єднання бувають
з прямим
(рис. 1 а),
косим (рис.
1 б)
та кільцевим
(рис. 1 в)
швами.
Деталі поблизу стику повинні мати рівну
товщину
 для забезпечення
однакового нагрівання. Залежно від
товщини
зварювані елементи деталей виготовляють
із підготовленими або непідготовленими
кромками. Форми підготовки кромок
деталей наведено на рисунку.
для забезпечення
однакового нагрівання. Залежно від
товщини
зварювані елементи деталей виготовляють
із підготовленими або непідготовленими
кромками. Форми підготовки кромок
деталей наведено на рисунку.
Напускове з’єднання (рисунок) виконується тільки кутовим (валковим) швом.
Рисунок 2. Кутові шви і напускові з’єднання
Залежно від
розміщення шва щодо лінії дії сили
кутові
шви називаються лобовими
(рис. 2 а),
фланговими
(рис. 2 б),
комбінованими (рис.
2 в)
і
кільцевими
(рис.
2 а).
Форма
поперечного перерізу кутових швів
може бути
нормальною (рис. 2 д),
випуклою
(рис. 2 е)
або поліпшеною
(рис. 2 є,
ж).
Нормальна
та поліпшена форми зварних швів
досягаються механічною обробкою їх
після зварювання. Випукла форма швів
сприяє підвищенню концентрації напружень.
Мінімальна концентрація напружень має
місце у швах поліпшеної форми при
відношенні катетів 1
: 1,5 або
1 : 2. Катет
зварного шва
треба брати
 ,
але не менш ніж 3 мм
при товщині
з’єднуваних елементів деталей
,
але не менш ніж 3 мм
при товщині
з’єднуваних елементів деталей
 мм.
мм.
Розрахункову
висоту
 кутового
шва (рис. 2 д
– ж)
беруть
таку, що вона дорівнює висоті перерізу
по бісектрисі А-А,
до того
ж для всіх форм перерізу швів умовно
кутового
шва (рис. 2 д
– ж)
беруть
таку, що вона дорівнює висоті перерізу
по бісектрисі А-А,
до того
ж для всіх форм перерізу швів умовно
 .
.
Довжина лобових
швів у напускних з’єднаннях не обмежується,
а довжина флангових швів
у напускних з’єднаннях не обмежується,
а довжина флангових швів
 не повинна бути більш ніж 50
не повинна бути більш ніж 50
 ,
оскільки
зі збільшенням довжини
підвищується нерівномірність розподілення
напружень у шві.
,
оскільки
зі збільшенням довжини
підвищується нерівномірність розподілення
напружень у шві.
Таврове з’єднання використовують при розміщенні з’єднуваних деталей у взаємно перпендикулярних площинах.
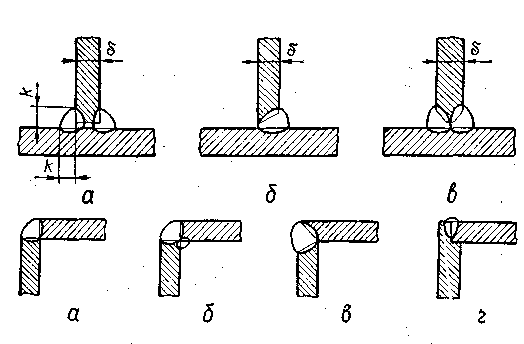
Рисунок 3. Таврові зварні з’єднання
Це з’єднання виконують без підготовки кромок деталі (рис. 3 а) або з підготовкою кромок (рис. 3 б, в), стиковими (рис. 3 б, в) або кутовими швами (рис. 3 а). При статичному навантаженні з’єднання підготовку кромок можна не робити. Тоді катет кутових швів не повинен бути більш ніж 1,2 , де – найменша товщина зварюваних деталей (рис. 3 а).
Кутове з’єднання відповідно здійснюють без попередньої підготовки кромок (рис. 4 а, б) і з підготовкою кромок (рис. 4 в, г), стиковими (рис. 4 в, г) або кутовими (рис. 4 а, б) швами.
Рисунок 4. Кутові зварні з’єднання
У більшості випадків на такі з’єднання є діють малі навантаження і вони використовуються для забезпечення щільності.
У деяких випадках, коли міцність напускних з’єднань, виконаних лобовими та фланговими кутовими швами, не забезпечується, додатково здійснюються коркові, прорізні або проплаві зварні шви (рис. 5).
З’єднання точковим контактним зварюванням застосовують для плоских деталей, сумарна товщина яких не перевищує 8–10 мм.
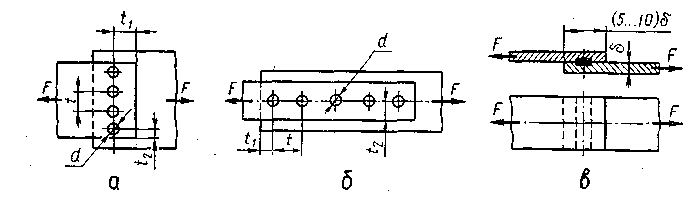
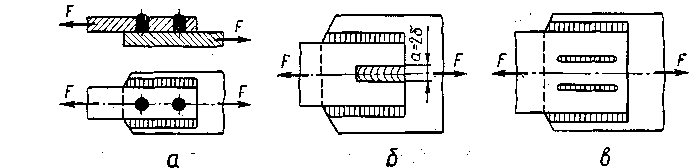
Рисунок 5. Контактне зварювання, комбіновані шви