Додаток 1
Схеми верстатів токарної групи:
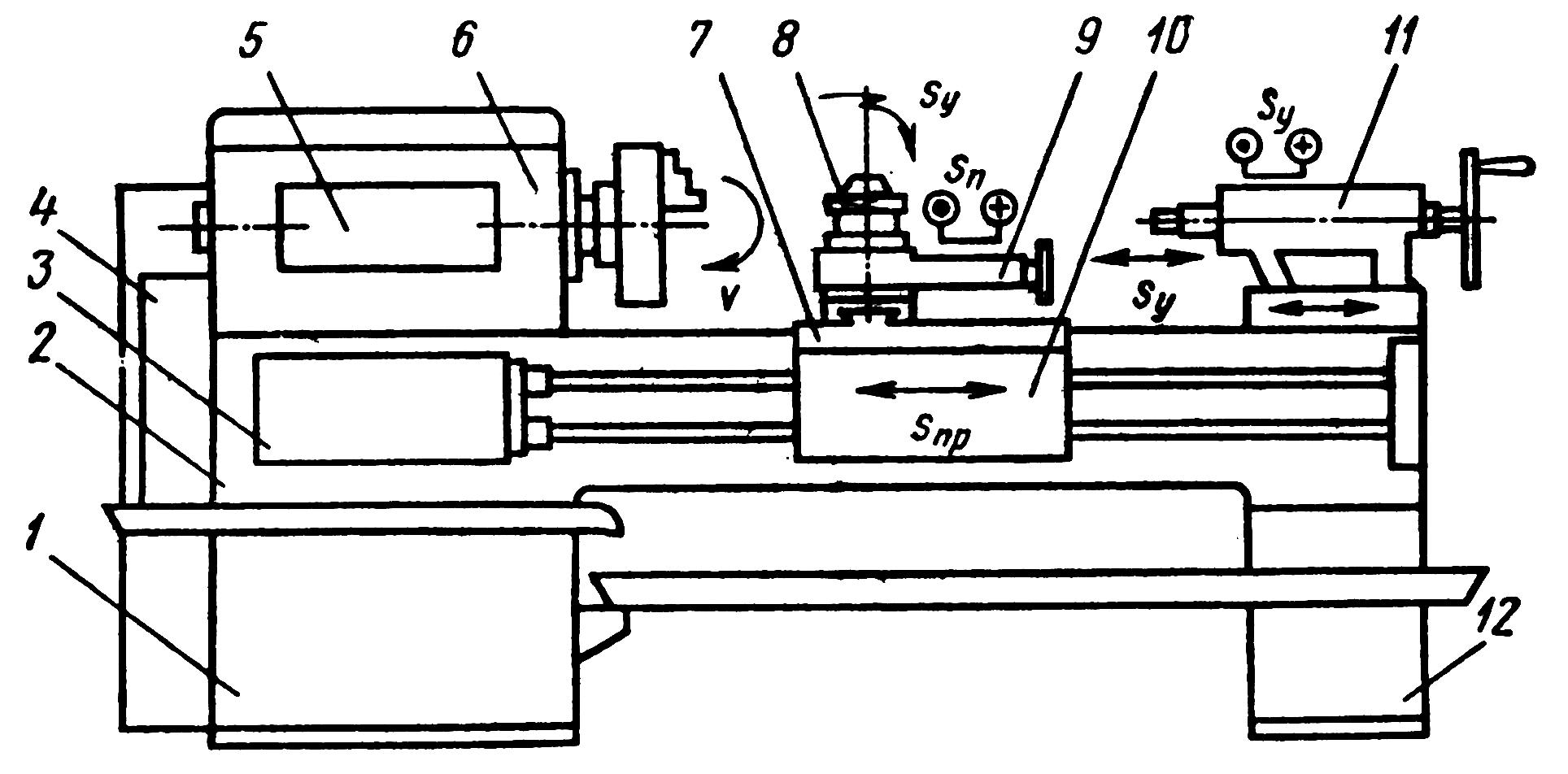
1. Токарно-гвинторізний верстат (1/6)
Рис. 14 - Загальний вид токарно-гвинторізного верстата
|
1 - передня тумба 2 - станина 3 - коробка подач 4 - гітара змінних зубчастих коліс 5 – панель керування 6 - передня бабка 7 - поздовжній супорт 8 - різцетримач 9 - верхній супорт 10 - фартух 11 – задня бабка 12 - задня тумба |
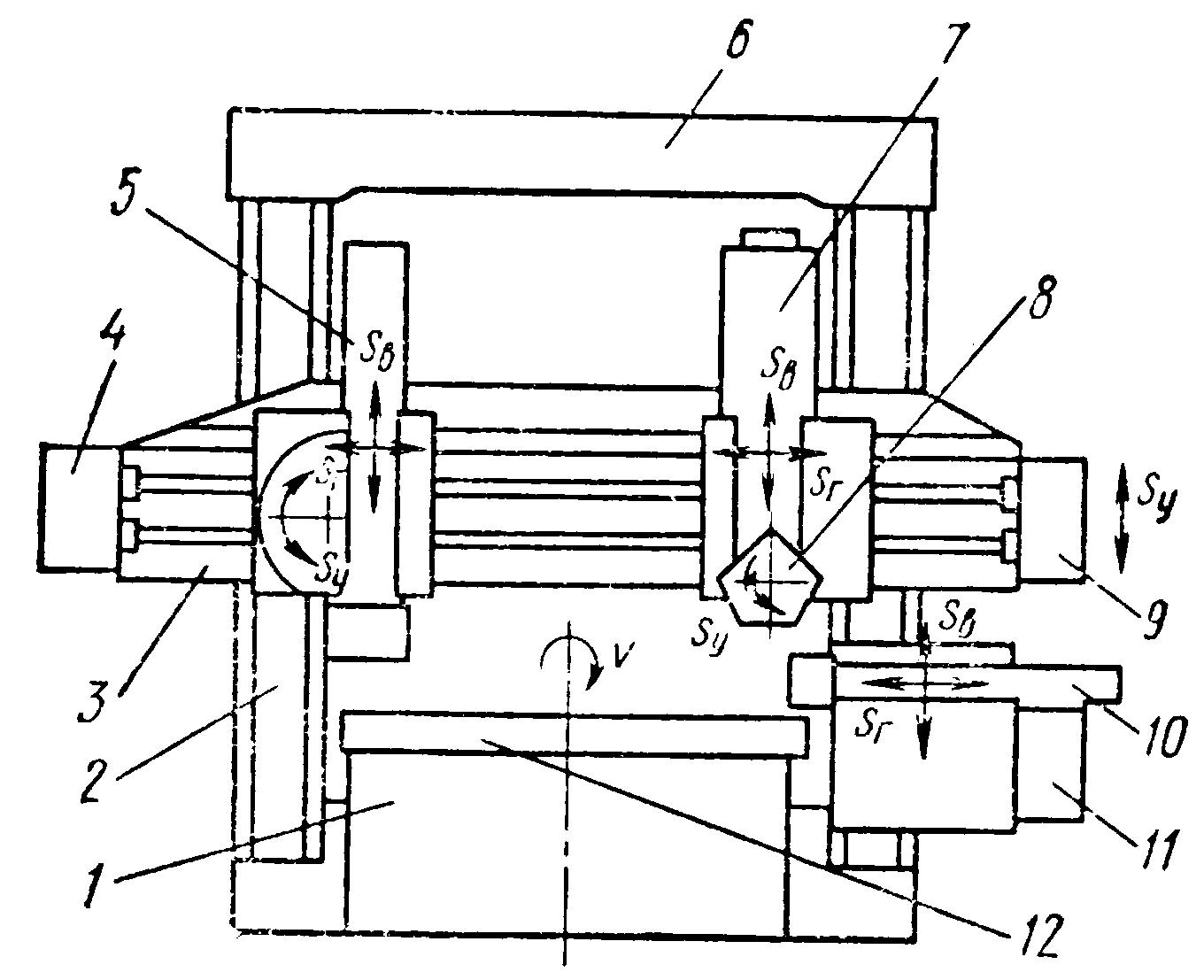
2. Токарно-карусельний верстат (1/5)
На токарно-карусельних верстатах обробляють важкі заготовки великих розмірів, у яких відношення довжини (висоти) до діаметра становить 0,3—0,7. Це заготовки роторів водяних і газових турбін, зубчастих коліс, маховиків і т.д. Особливістю токарно-карусельних верстатів є наявність круглого горизонтального стола — каруселі з вертикальною віссю обертання. Наявність каруселі полегшує установку, вивірку та закріплення важких заготовок на верстаті. Карусельні верстати бувають одностійкові та двох стійкові. Діаметр каруселі становить 0,5— 21 м. Це дозволяє обробляти заготовки діаметром до 24 м.
Рис. 15 – Загальний вид токарно-карусельного верстата |
1 - станина 2 - стійки 3 - траверса 4 - коробка подач 5 - верхній супорт 6 - поперечка 7 - револьверний супорт 8 - револьверна головка 9 - коробка подач 10 - бічний супорт 11 - коробка подач 12 - карусель |
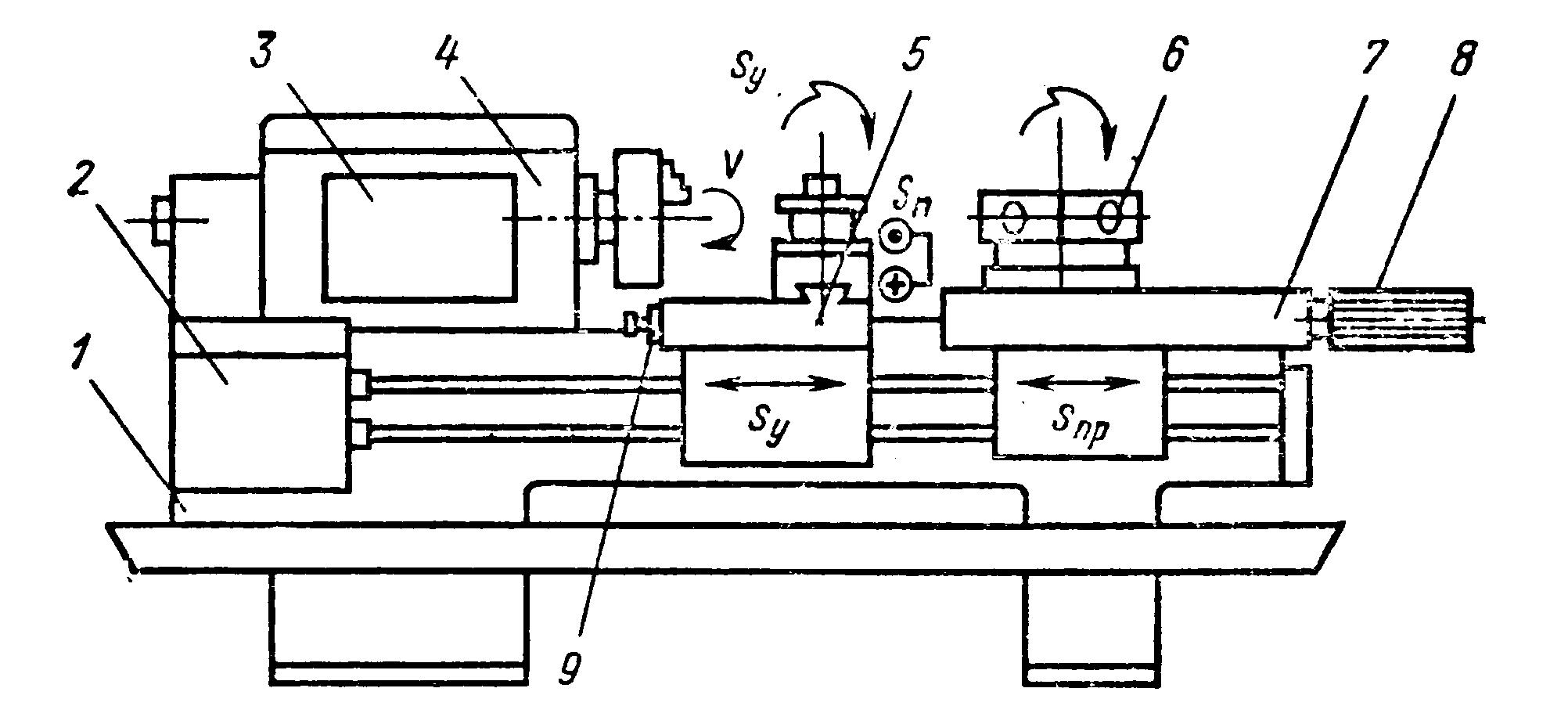
3. Токарно-револьверний верстат (1/3)
Використовується для обробки великих партій складних деталей (штуцери, ніпелі, гайки, болти, втулки і ін.) в умовах серійного виробництва. Обробка яких вимагає великої кількості інструментів: різців, свердел, зенкерів, мітчиків, розгорток. Для зменшення втрат часу на зміну інструмента верстат оснащено револьверною головкою, яка дозволяє закріпити відразу велику кількість інструментів.
Рис.16 - Загальний вид токарно-револьверного верстата |
1 - станина 2 - коробка подач 3 - коробка швидкостей 4 - передня бабка 5 - верхній супорт 6 - револьверна головка 7 - револьверний супорт 8 - барабан 9 - передні упори
|
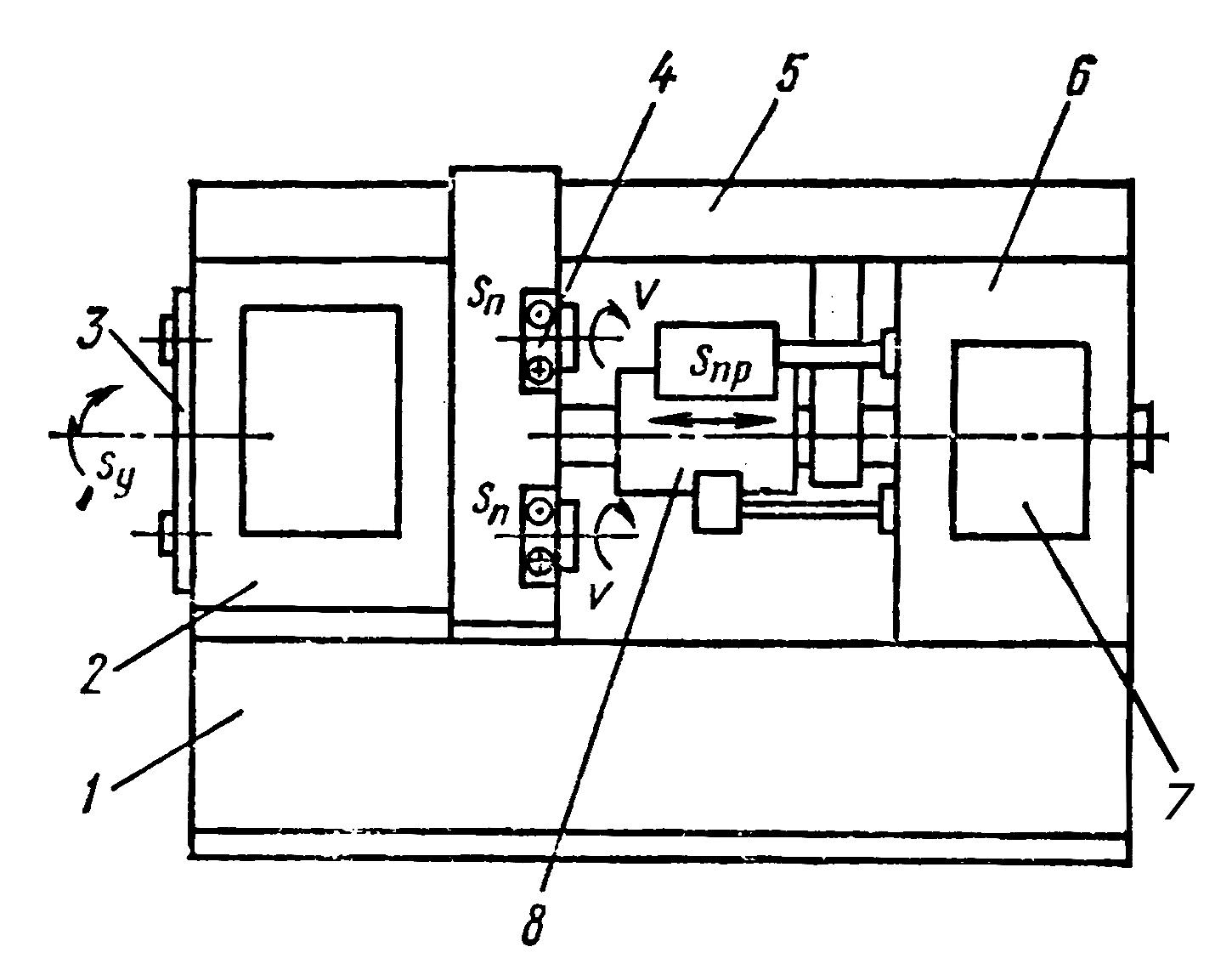
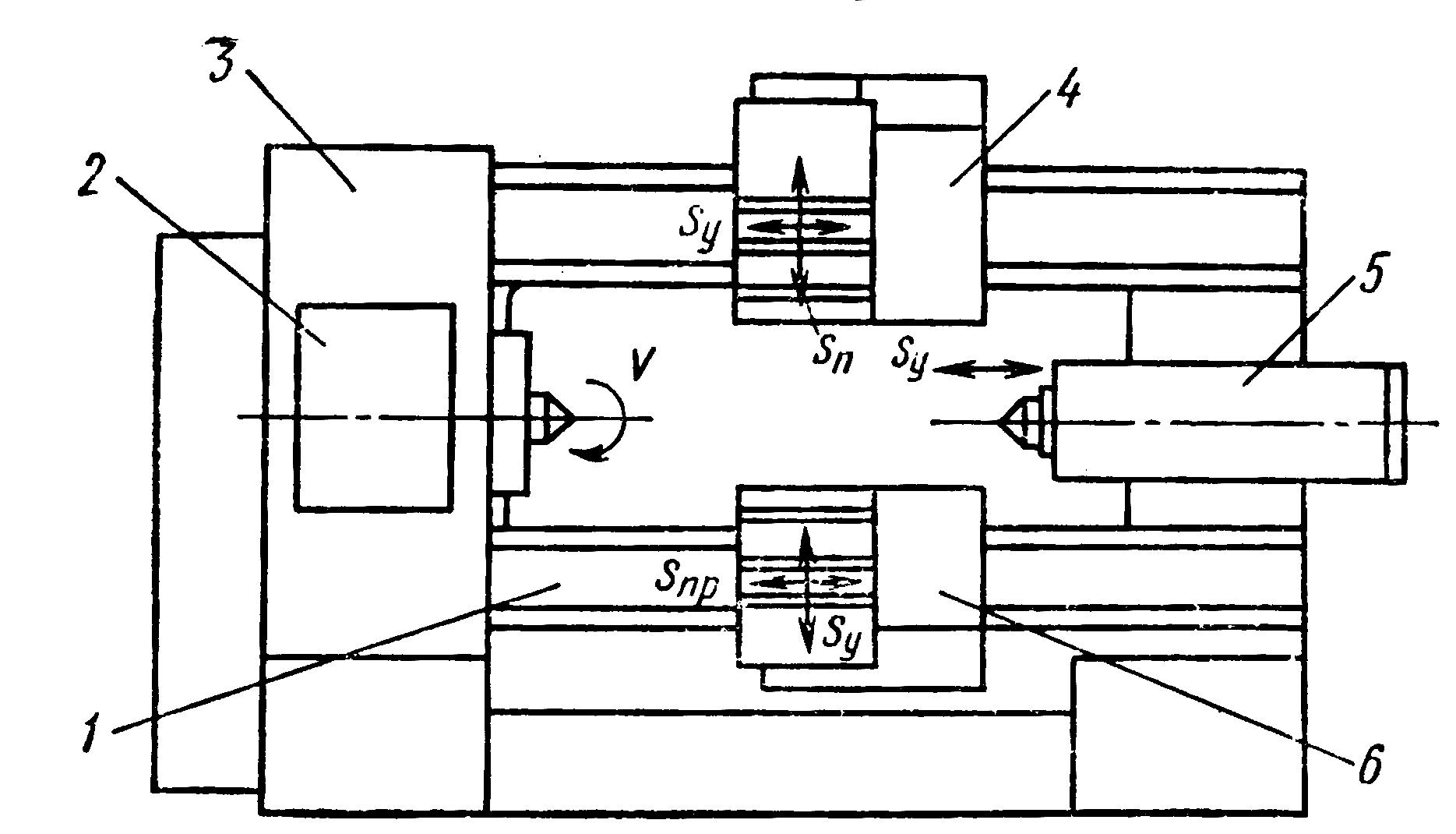
4. Токарні багаторізцеві напівавтомати (1/7)
Особливість обробки заготовок на багаторізцевих напівавтоматах полягає в тому, що нижній супорт має тільки поздовжню подачу, а верхній – тільки поперечну. Тому на нижньому супорті закріплюють всі різці, що працюють із поздовжньою подачею, – прохідні; на верхньому супорті – всі різці, що працюють із поперечною подачею, – підрізні, прорізні, фасонні, галтельні, для обточування фасок. На токарних багаторізцевих напівавтоматах обточують тільки зовнішні поверхні заготовок: циліндричні, конічні, фасонні, плоскі торцеві, кільцеві канавки, галтелі, фаски.
Рис. 17 - Загальний вид токарного багаторізцевого напівавтомата |
1 - станина 2 - коробка швидкостей 3 - передня бабка 4 - верхній супорт 5 - задня бабка 6 - нижній супорт
|
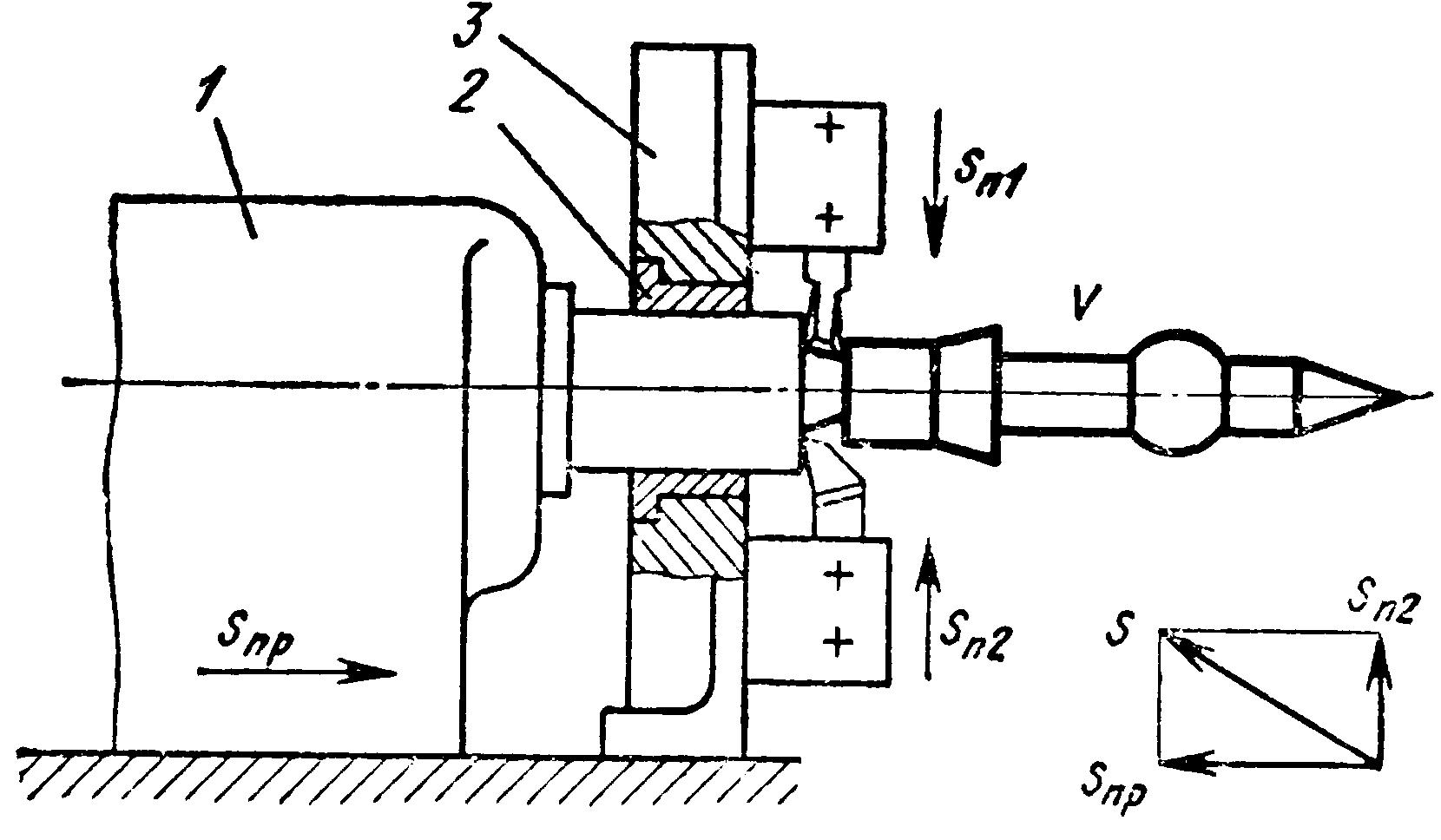
Одношпиндельні поздовжньо-фасонні автомати (1/1)
На
цих автоматах
обробляють деталі складної форми
діаметром до 18— 22
мм і довжиною
![]() до 20
до 20![]() .
Заготовками
для виготовлення деталей служать точні
калібровані
прутки. Поєднання
поздовжньої подачі прутка з поперечною
подачею різців дозволяє на заготовці
обточувати
зовнішні циліндричні, конічні та фасонні
поверхні, підрізати торці, проточувати
канавки, галтелі, обточувати фаски.
.
Заготовками
для виготовлення деталей служать точні
калібровані
прутки. Поєднання
поздовжньої подачі прутка з поперечною
подачею різців дозволяє на заготовці
обточувати
зовнішні циліндричні, конічні та фасонні
поверхні, підрізати торці, проточувати
канавки, галтелі, обточувати фаски.
Рис. 18 - Схема обробки заготовки на токарному одношпиндельному поздовжньо-фасонному автоматі
|
1 - шпиндельна бабка 2 - люнетна втулка 3 - стійка |
6. Багатошпиндельний автомат послідовної обробки з горизонтальним розташуванням шпинделів (1/2)
Багатошпиндельні автомати можуть мати 4 або більше шпинделів і можуть бути горизонтальної або вертикальної компоновки. Горизонтальні автомати працюють на прутковому матеріалі, а вертикальні на штучних заготовках.
Рис. 19 - Загальний вид токарного горизонтального багатошпиндельного автомата послідовної обробки |
1 - станина 2 – передня стійка 3 – шпиндельний блок 4 – поперечні супорти 5 - траверса 6 – задня стійка 7 - коробка швидкостей 8 - осьовий супорт |