

7 Типовые конструкции штамповой оснастки, применяемой в цехе
В цехе в основном применяется следующее основное оборудование: молота, КГШП и ГКМ.
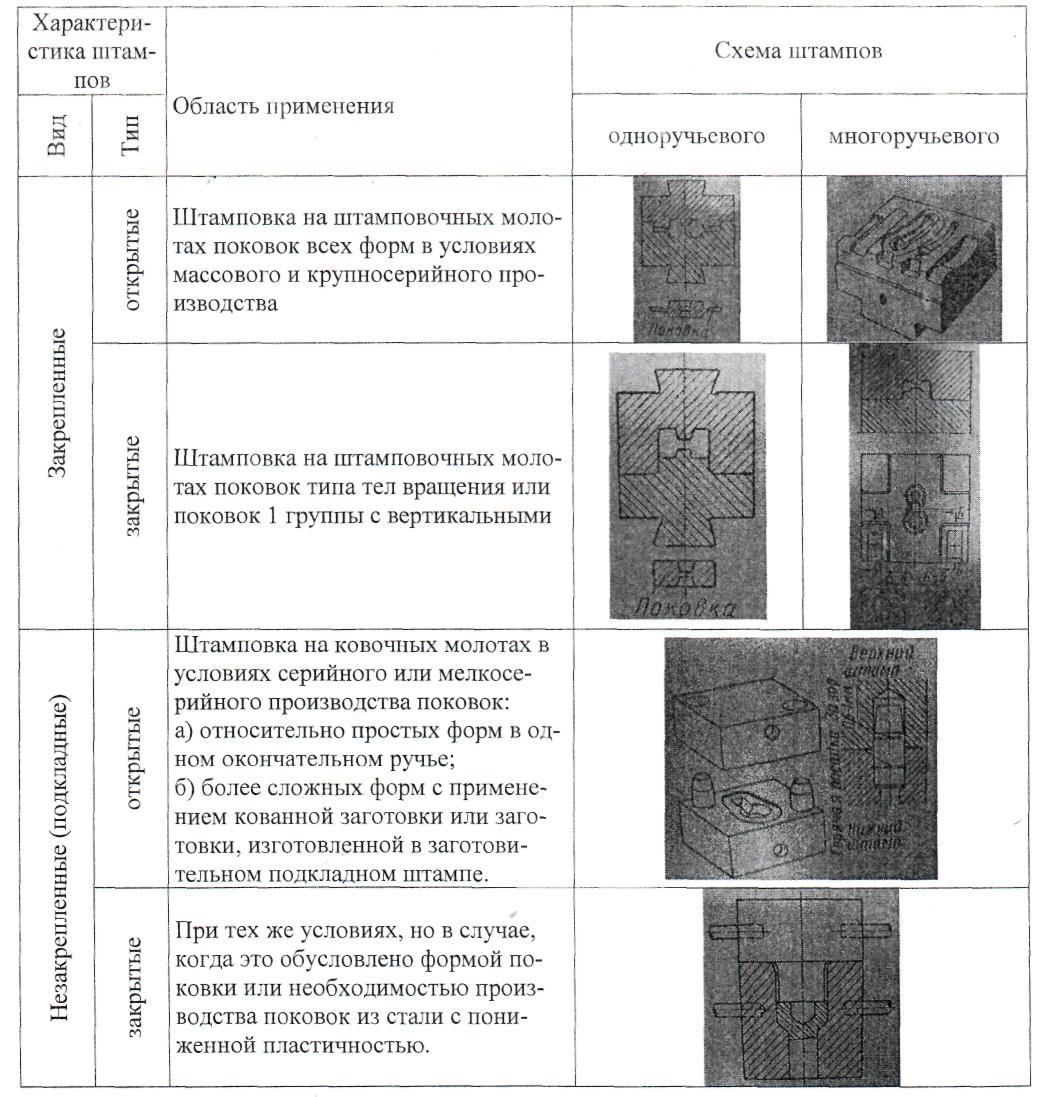
При штамповке на молотах применяют цельные штампы, представленные в таблице 7.1.
Таблица 7.1. Классификация видов штампов и соответствующих им способов штамповки на молотах
Штампы КГШП в отличие от цельноблочных молотовых штампов изготав ливают сборными. Благодаря чему упрощается изготовление сменного инструмента, и создаются условия для. экономии дорогих инструментальных сталей. Штампы КГШП состоят из универсального
пакета (блока) вставок, которые крепят в верхней и нижней опорных плитах. Обычно пакет в толняют для трех вставок, каждая из которых федназначена для одного ручья и при износе ручья может быть заменена независимо от других. Если для штамповки требуется, на-пример, два ручья, то третью вставку изготавливают без ручья. Пакеты, как пра-вило, выполняют с направляющими колонками и втулками, которые конструк-тивно выполняют в задней части штампа. В каждом ручье выполняют выталки-вающие механизмы, работающие от толкателя пресса. Перемещение толкателю задают обычно с помощью рычажного механизма. Для штамповки поковок круг-лых в плане широко используют цилиндрические вкладыши, монтируемые в призматических вставках, которые, в свою очередь, закрепляют в блоках. На ри-сунке 6.1 представлен типовой трехручьевой блок для КГШП.
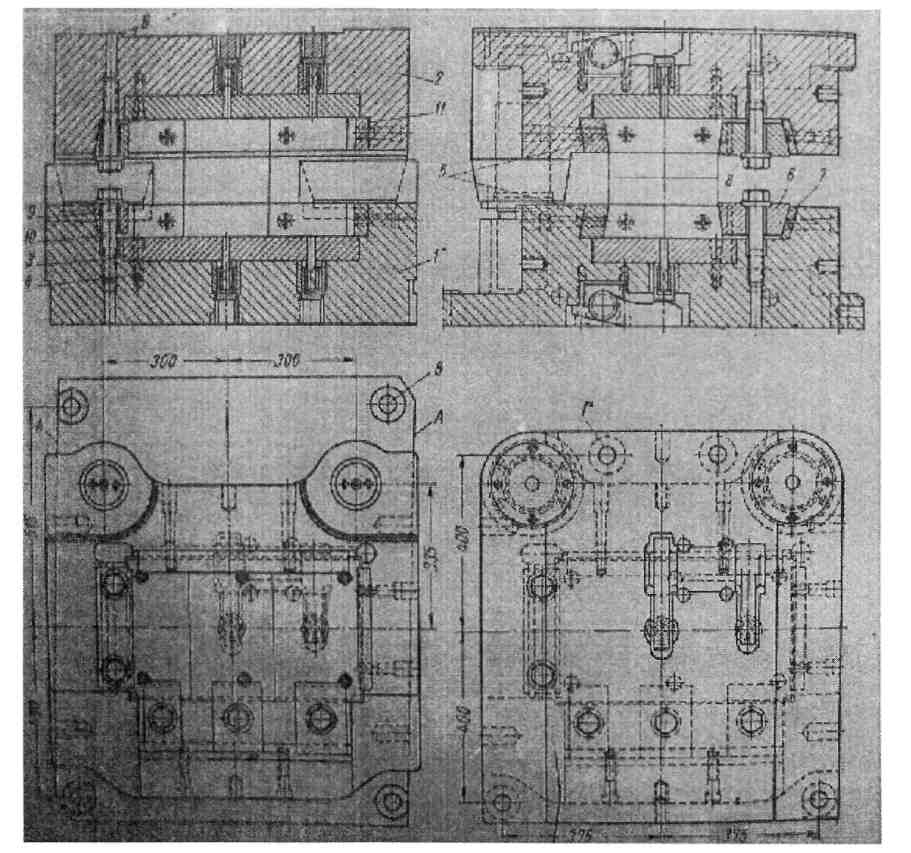
Рисунок 7.1- схема типового трехручьевого блока для кривошипного горячештамповочного пресса
ГКМ (рисунок 7.2) характеризуется основными параметрами и типоразмера-ми соответственно ГОСТу 7023-56. Штампы ГКМ состоят из пуансонов, расположенных в блоке пуансонов (пуансонодержателе) и матриц, расположенных в блоке матриц.
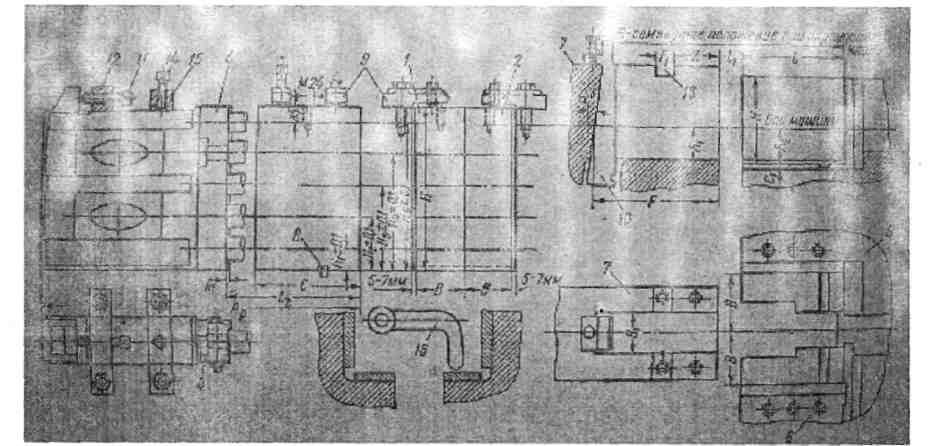
Рисунок 7.2 - Схема штампового пространства горизонтально-ковочной машины и основные части ее штампа
Штамп машины состоит из правой (неподвижной) многоручьевой матрицы 1, левой (подвижной) матрицы 2 и расположенных в ряд по вертикали пуансонов. При типовом креплении хвостовика пуансонов крышками 3 укрепляют в соответствующих гнездах пуансонодержателя 4. Правую матрицу крепят в гнезде станины 5, левую - в гнезде зажимного ползуна 6, пуансонодержатель - в гнезде главного ползуна 7. У пуансонодержателя и матриц сверху имеются отверстия под рым, за который привязывают их тросом к крюку мостового крана при установке их на машину. Обе матрицы ставят на шпонки 8 и зажимают сверху болтами на клеммах 9. Общая закрытая длина штампового пространства регулируется перемещением пуансонодержателя вперед - назад при подъеме-опускании клина 10. пуансонодержатель поджимается к клину 10 винтом 11 от планки 12, укрепляемой в пазе 13 главного ползуна, и зажимается сверху винтом 14 на планке 15. При установке штампов оси пуансонов должны располагаться в плоскости разъема матриц. Соосность пуансонов с ручьями з матрицах обеспечивается прокладками, устанавливаемыми под матрицы и с боков матриц.