

11 Организация рабочих мест
Для нагрева под штамповку на молотах используют печи самых разнообразных конструкций, начиная с простейших щелевых и кончая методическими, в том числе карусельными печами. Например, на участке легкого молота (рисунок 11.1, а), предназначенном для штамповки мелких поковок от прутка с последующей холодной обрезкой заусенца, выполняемой на другом участке, кроме молота 1, устанавливают щелевую печь 2 по фронту с молотом (рисунок 11.1, а) или под углом 90 справа (рисунок 11.1, б) или слева от него и тару для заготовок 3 и поковок 4. Легкие прутки загружают в печь и подают их к молоту вручную, причем все это может выполнять сам штамповщик. Поковки при отрубке от прутка падают со штампа в тару непосредственно или по желобу. При работе на таких участках бригадой из двух человек загрузку печи и подачу заготовок к молоту или на столик 5, устанавливаемый около штамповщика, выполняет нагревальщик.
При штамповке мелких и средних поковок из заготовок на 1 или 2 шт. используют преимущественно полуметодические печи, обслуживаемые нагревальщиком. Если при этом заусенец обрезают в горячем состоянии, то на участке, кроме молота 1 и полуметодической печи 2 (рисунок 11.1, в) устанавливают обрезной пресс 6 и тару 7 для обрезанного заусенца.
При штамповке крупных поковок подачу их от печи к молоту и далее к прессу производят с помощью подвесных монорельсов.
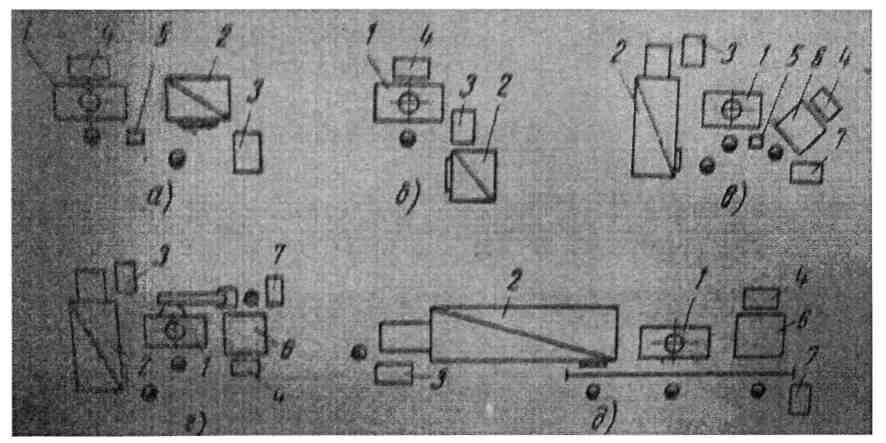
Рисунок 11.1 - Схемы расположение оборудования на участке штамповочного молота
При штамповке на прессах есть возможность применить более совершенную организацию технологического процесса и большее количество вариантов расположения оборудования на участках, чем при штамповке на молотах (рисунок 11.2). При планировке участков следует учитывать следующие обстоятельства:
1. Если нагрев заготовок производится в пламенных печах с обычной атмосферой, то между печью и прессом необходимо разместить установку для гидравлической очистки окалины,
При штамповке ряда поковок могут потребоваться заготовочные (консольные)
ковочные вальцы; их устанавливают слева от пресса в непосредственной близости от него (рисунок 11.2 г);
При нагреве в индукторах непрерывного действия выдача заготовок из них должна быть удобно нацелена на рабочее место вальцовщика (рисунок 11.2, г) или штамповщика (рисунок 11.2, а, б, в, д) или же непосредственно на штамп (рисунок 11.2, ж);
При нагреве в индукторах периодического действия подачу заготовок к прессу удобно производить по рольгангам, транспортерам, или склизам к рабочему месту (рисунок 11.2, д) или непосредственно на штамп (рисунок 11.2, е);
Выдача поковок со штампа производится, как правило, через боковое окно в станине пресса.
При автоматической штамповке с автоматической подачей заготовок и выдачей готовых поковок перемещение заготовок возможно, как поперечное (рисунок 11.2, ж), так и продольное (рисунок 11.2, з).
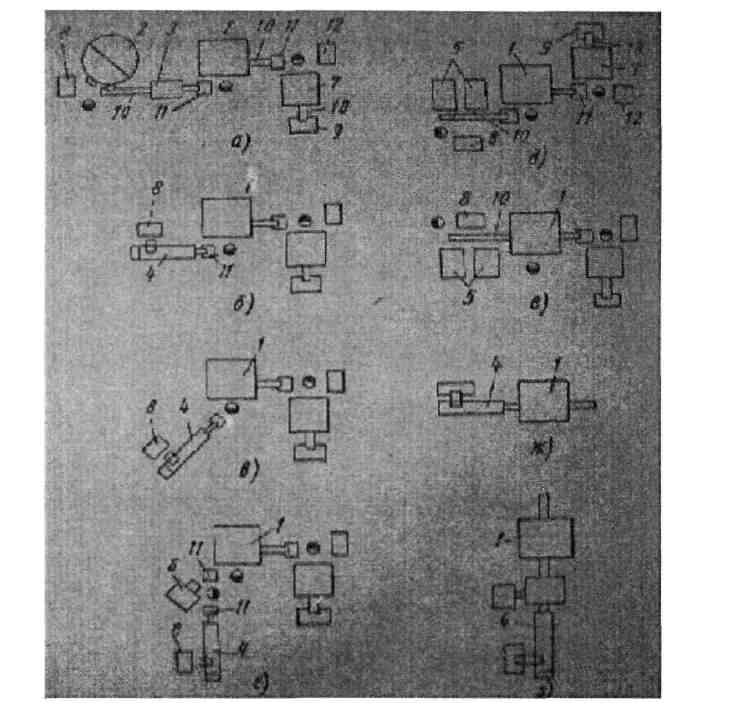
Рисунок 11.2 - Схемы расположение оборудования на участке кривошипного горячештамповочного пресса
Нагрев заготовок под штамповку на горизонтально-ковочных машинах осуществляют преимущественно в щелевых и очковых печах или в индукционных нагревателях периодического действия. Так, как зажимной ползун машины расположен слева, то рабочее место штамповщика находится много ближе к правому краю машины, чем к левому. Поэтому нагревательные устройства, как правило, располагают справа от машины. При этом печи удобнее располагать по фронту с машиной (рисунок 11.3, а) или с матрицами ее штампа (рисунок 11.3, б).
Многоместные индукционные нагреватели располагают так же (рисунок 11.3, в) или с разворотом на 90' (рисунок 11.3, г). Мелкие и средние заготовки подают вручную или на транспортерах (рисунок 11.3, а), тяжелые - преимущественно крюками на по-весных монорельсах (рисунок
11.3, б) или с помощью однобалочных кранов.
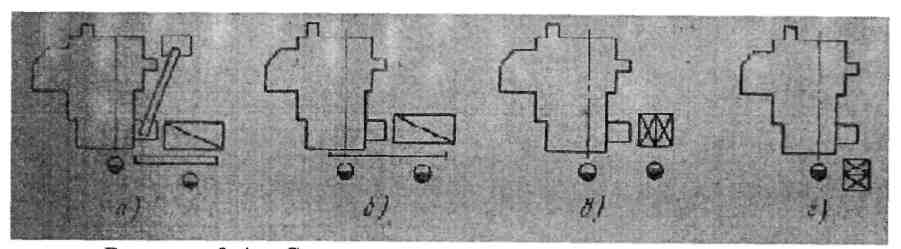
Рисунок 11.3 - Схемы расположение оборудования на участках горизонтально-ковочной машин