

13 Индивидуальное задание
Индивидуальное задание заключается в изучении заводского технологического процесса изготовления поршня, применяемого при этом инструмента, оснастки, основного и вспомогательного оборудования, средств автоматизации.
Для изготовления детали, необходимо выполнить следующие технологические операции:
КОНТРОЛЬ
Произвести сверку данных результатов исследования металлопроката в ЦЗЛ.
Переместить пачку металлопроката на тележку.
Переместить пачку металлопроката тележкой в цех на расстояние до 100 м.
Переместить пачку металлопроката с тележки на стеллаж пресс-ножниц на расстояние до 100 м.
КОНТРОЛЬ
Подогреть прутки до Т=500-550 цел
КОНТРОЛЬ
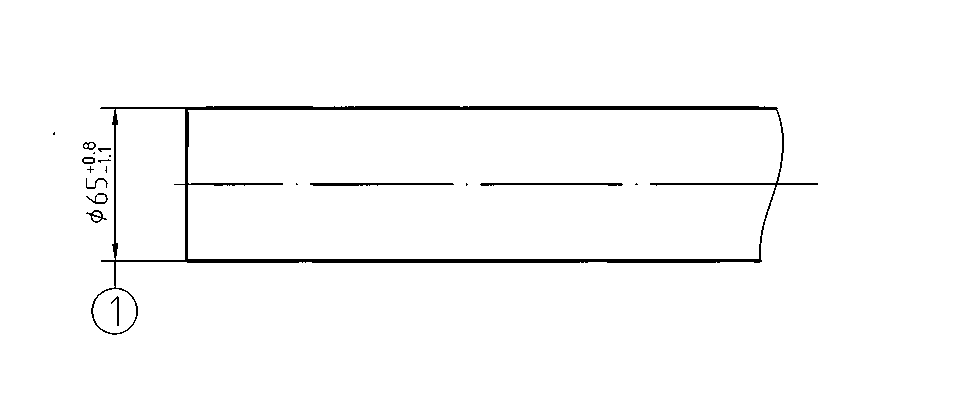
Отрезать заготовку выдерживая размеры.
КОНТРОЛЬ
Переместить тару с заготовками к нагревательной печи в линии КГШП 2500 т.с. на расстояние до 100 м.
Нагреть заготовки до температуры штамповки (Т=1150-1250 цел)
КОНТРОЛЬ
Осадить заготовку в размер 3.
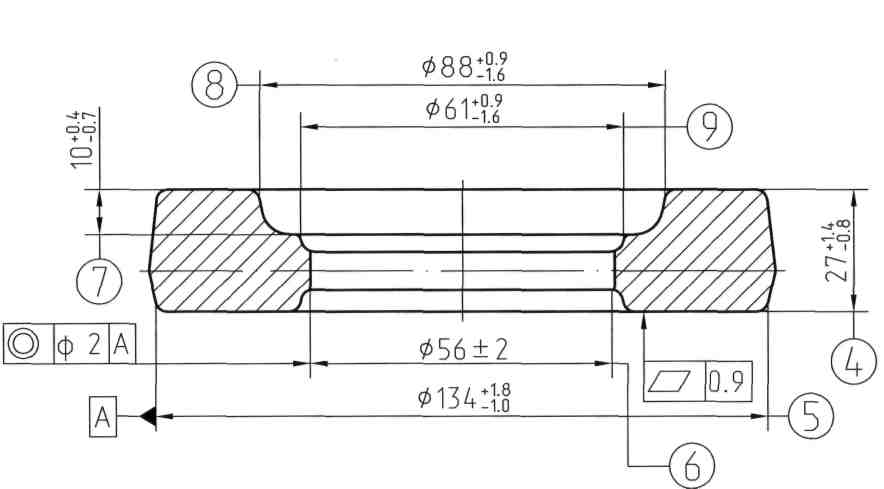
Штамповать поковку в окончательном ручье.
Удалить поковку на транспортер.
Смазать ручей штампа.
Удалить облой в тару.
КОНТРОЛЬ
14)Проверить заполнение, качество обрезки.
15) Проверить размеры.
16)Переместить поковки на зачистку.
17)Зачистить заусенец, не соответствующий тех. требованиям.
КОНТРОЛЬ
18)Произвести по технологического процессу термообработку.
19)Переместить поковку на участок сдачи на расстояние до 100м.
Допускаемая вличина остаточного облоя по поверхности разъема штампов 1 мм;заусенец, затянутый от пробивки не контролировать.
Допустимая беличина смещения по поверхности разъема штампоВ 1 мм.
Размеры и ТТ чертежа, не указанные на эскизе, обеспечибаются инструментом.
Чертежи штампа и детали прилагаются к отчету.