

5 Основное и вспомогательное оборудование цеха
Оборудование для горячей штамповки можно условно разделить на две Группы: основное (технологическое) и вспомогательное .Основным называется оборудование, на котором изготавливают детали (изделия) - это КГШП, ГКМ, молота, вальцы. С помощью вспомогательного оборудования заготовки подготавливают к штамповке, осуществляют их перемещение через рабочую зону и перерабатывают отходы.
В кузнечном цехе применяется следующее основное и вспомогательное оборудование:
1. Пресс одно-кривошипный усилием 100т.с. Kl 17A;
2. Пресс одно-кривошипный усилием 400т.с, W=40kBt, M=39,9t.;
3. Пресс чеканочный усилием 2000т.с. К849С, W=63,5kBt, М=75Дт.;
4. Пресс чеканочный кривошипно-коленный усилием 10000кН, W=25,5kBt;
5. Пресс одно-кривошипный закрытый усилием 160т.с, W=l 1кВт, К9532;
6. Пресс одно-кривошипный закрытый усилием 250т.с, W==29,7kBt, М=23,3т., КБ9343;
7. Молот ковочный пневматический - масса падающих частей 5т.с;
8. Молот штамповочный паровоздушный усилием 5т.с;
9. Молот штамповочный паровоздушный - масса падающих частей 8т.с, «ИРИ»;
10. ГКМ усилием 12000кН, W=82kBt, М=128,7т.;
11. КГШП усилием 1500т.с, W=82kBt, M=10,8t., «Шмераппо»;
12. КГШП усилие 1600т.с, W=92kBt, M=96t., «Шмераппо»;
13. Вальцы гибочные W=17kBt, M=9,3t., K80A;
14. Вальцы ковочные усилием 25т.с, W=25kBt, M=5,5t.;
15. Вальцы ковочные усилием 40т.с, W=28kBt, М=7,5т.;
16. Пресс-ножницы усилием 125т.с, W=12kBt, М=1,5т.;
17. Пресс-ножницы усилием 500т.с, W41,5kBt, М=20,5т.;
18. Пресс-ножницы усилием 1600т.с, W=80kBt, M=80t.;
19. Стан поперечно-клиновой прокатки 040x400, М=11,5т.;
20. Печь нагревательная, производительностью 0,5т/ч, М=43,4т., П337;
21. Электронагреватель 250кВт, М=0,55т., УНС250;
22. Автомат отрезной - кругопильный, М=4,5т;
23. Галтовочные барабаны.
В кузнечном цехе основным видом оборудования являются КГШП, обрезные и чеканочные гидравлические пресса, ГКМ и горизонтально гибочные машины, ковочные вальцы (четрехвалковые).
К вспомогательному оборудованию относятся: дробеметные барабаны, сварочный пост для наварки пуансонов и обрезных матриц, электромостов
6 Средства автоматизации и механизации технологических процессов
Для ковки под молотом тяжелых заготовок, вес которых достигает нескольких тысяч килограммов, применяются различные приспособления и устройства. По характеру выполняемых работ все применяемые приспособления и устройства можно разделить на группы:
приспособления и устройства, служащие для того, чтобы захватывать, поддерживать; и перемещать заготовки в процессе ковки под молотами;
приспособления и транспортные устройства, предназначенные для того, чтобы перемещать заготовки и поковки по цеху, а также подавать их к печи и от печи к молоту.
Рассмотрим сначала первую группу—приспособления для перемещения заготовки,в процессе ковки.
Клещи. Клещи служат для того, чтобы захватывать, поддерживать, вращать и передвигать металл и инструмент в процессе ковки. Применяются такие же клещи, что и при ручной ковке.
Ваги. С помощью ваг (рис. а) заготовки поворачивают в процессе ковки под молотом. При ковке тяжелых и длинных поковок иногда работают с двумя подвешенными на цепях вагами. На рис.6 б изображен процесс ковки вала при помощи ваг.
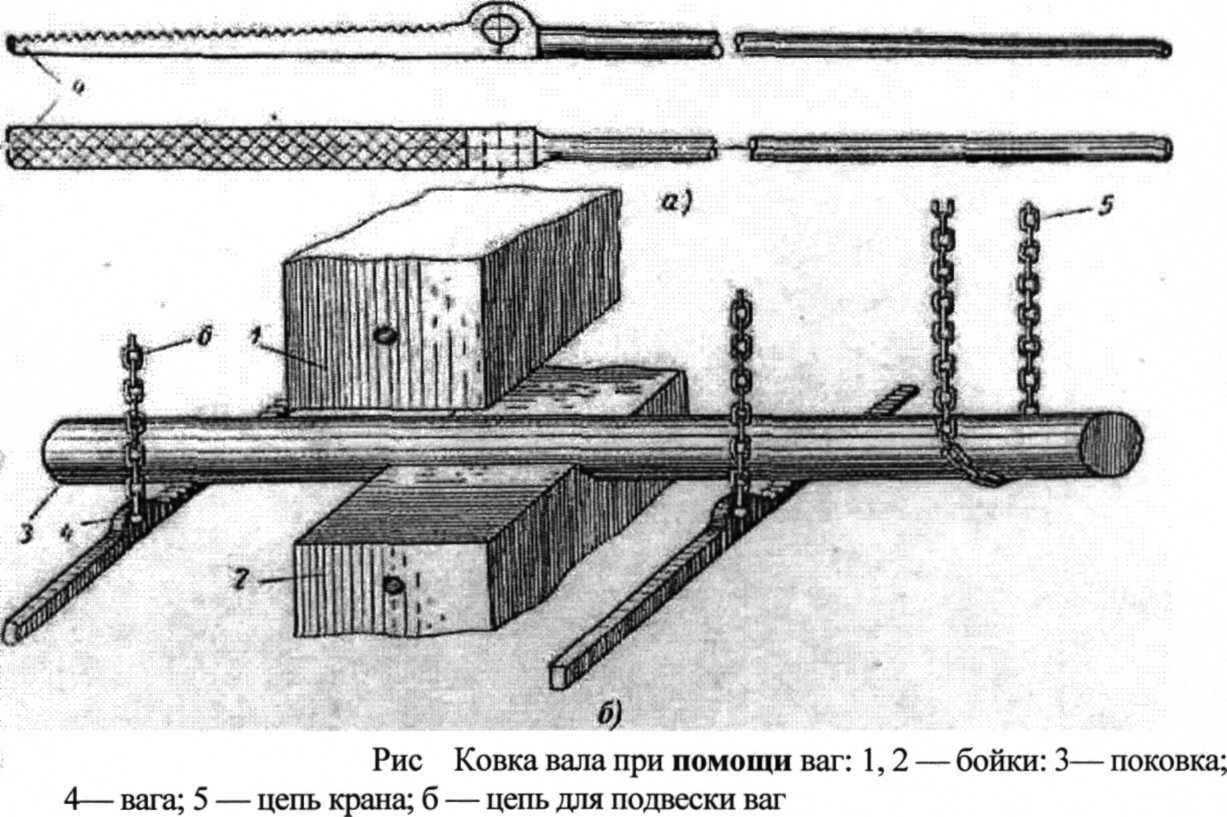
Воротяжки. Воротяжки представляют собой хомут с рукояткой, состоящей из двух частей, соединенных болтами (рис.6.1). С помощью воротяжек поворачивают крупные заготовки во время ковки, а также выдают заготовки из печи. Каждая воротяэюка применяется для поковок квадратного сечения нескольких размеров, меняются только стягивающие болты.
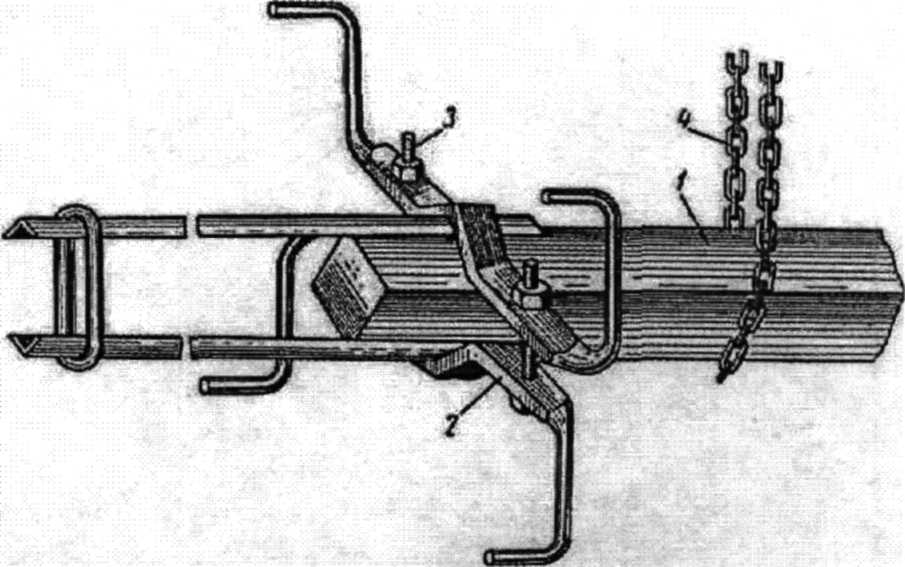
Рис. 6.1 . Воротяжка: 1— поковка; 2—хомут; 3—стягивающие болты; 4—цепь крана
Применяя воротяжку. (необходимо следить за тем, чтобы стяжные болты были подтянуты и чтобы они не ослабли при ковке, иначе воротяжки может упасть на ноги работающих (подручных).
Кроме описанных приспособлений, для перемещения поковок на бойках пользуются большими и малыми ломиками.
Транспортные приспособления составляют вторую группу, рассмотрим некоторые из них.
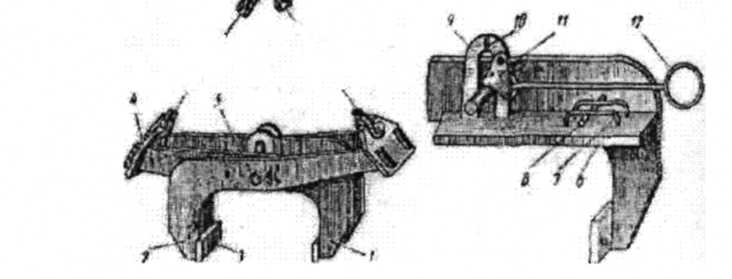
Болваночные ручные клещи применяют для подъема и транспортировки коротких и тяжелых заготовок (рис.6.2, а).
Крановые самозажимные клещи (рис.6.2,6) служат для переноски обрубков, поковок типа валов, кубиков средних размеров, пластин и других поковок и отходов производства. Кран подводят и клещи опускают к поднимаемой поковке так, чтобы концы их разошлись и обхватили паковку. При подъеме клещи захватывают и поднимают груз.
Клещи для транспортировки дисков, кубиков и других поковок состоят из правой 1 и левой 2 клещевин, сваренных из двух пластин (рис. ). Зажимная часть соединена щекой 3. а плечи—траверсой 4. Правая клещевина вставляется между пластинами левой и соединяется осью 5. Между пластинами клещевин имеется направляющая планка 6, па концах которой приварено четыре скобы 7 для удержания болтов 8 правой и левой клещевин. В центре приспособления приварена стопка 9, которая состоит также из двух пластин, соединенных ребром 10. Справа к стойке болтом прикреплен затвор, который соединен скобой с рукояткой 12.

В кузнечных цехах для загрузки в печь слитков, заготовок и поковок, выдачи их из печи и подачи на бойки молота или пресса применяют захваты и приспособления и других конструкций.
Патроны.С помощью патронов крупные поковки и слитки удерживают под прессом в процессе ковки в состоянии равновесия. Патроны помогают поворачивать, кантовать, передвигать поковку под прессом посредством мостового крана, кантователя и других ковочных механизмов.
Диаметр отверстия в патроне для поковки или слитка выбирают в зависимости от их веса. Перед ковкой слитка необходимо правильно определить диаметр цапфы 3 под патрон.
Если у большого слитка диаметр цапфы слишком мал. то цапфа погнется. По графику, приведенному на рис. , молено выбирать диаметр цапфы слитка и по нему соответствующий патрон. На вертикальной оси графика дан вес слитков, а на горизонтальной — диаметр цапфы. Если требуется выбрать диаметр цапфы для слитка весом 50 г, то отмечаем точку 50 на вертикальной оси и проводим через нее горизонтальную линию до пересечения с кривыми. Из точек пересечения опускаем перпендикуляры на горизонтальную ось, тогда точка пересечения с верхней кривой будет приблизительно соответствовать 750 мм, а с нижней кривой 950 мм. Следовательно, диаметр цапфы молено принять от 750 до 950 мм в зависимости от имеющихся в цехе патронов.
Кантователи. При ковке под молотом и под прессом заготовку необходимо поворачивать вокруг своей оси (так называемая кантовка). Для поворачивания заготовки применяют кантователи . Кантователь подвешивают на крюк мостового крана Через блок кантователя перекидывают бесконечную цепь, которая приводится в движение электродвигателем. Управление кантователем (пуск, остановка) производится из будки крановщика мостового крана.
`