

19. Назовите основные технологические методы повышения надёжности деталей машин
Проблема повышения надежности деталей - это комплексная проблема и решать ее необходимо на всех этапах и разными средствами.
Повышением надежности является обеспечение необходимого технического уровня изделий.
При конструировании и проектировании следует ориентироваться на простые структуры, имеющие наименьшее количество элементов, поскольку сокращение количества элементов является существенной мерой повышения надежности. При этом следует, также стремится и к высокой надежности каждого из элементов.
К конструкторско-технологическим методам обеспечения и повышения надежности машин относятся: повышение ремонтопригодности машин; улучшение конструкций деталей и сборочных единиц; повышение износостойкости деталей путем подбора материалов, пар трения и условий смазывания, способов изготовления и упрочнения деталей.
Кроме этого следует применять агрегаты с высокой долговечностью, обеспечиваемой самой природой рабочих процессов.
Высокую надежность при конструировании изделий обеспечивают выполнением требуемых условия по основным критериям работоспособности: прочности, износостойкости, жесткости и теплостойкости.
20. Как понимаете понятие концентрации и дифференциации технологической операции. Приведите примеры.
В массовом и крупносерийном производствах технологический процесс строится на принципе дифференциации или концентрации операций при возможно полной их автоматизации.
При использовании принципа дифференциации технологический процесс расчленяется на элементарные операции с примерно одинаковым временем их выполнения, равным такту или кратным ему; на каждом станке выполняют определенные операции, преимущественно однопереходные или двухпереходные, например центровка валиков, снятие фасок при доделке после обработки заготовок на автомате и т.д.
При использовании принципа концентрации технологический процесс предусматривает объединение операций, которые в этом случае производятся на многошпиндельных автоматах, полуавтоматах, агрегатных, многопозиционных, многорезцовых станках, производящих одновременно несколько операций при малой затрате основного (технологического) времени.
Если число последовательных переходов, выполняемых на станке, значительно, то такое построение обработки называют последовательной концентрацией технологического процесса,
Пример последовательной концентрации показан на рис 2, а, где рассмотрена обработка ступенчатого вала одним резцом за 14 переходов (восемь переходов при первом установе - продольное точение четырех шеек с подрезкой четырех уступов; шесть переходов при втором установе - продольное точение трех шеек с подрезкой трех уступов). Пример характерен для серийного производства, где технологический процесс предусматривает обработку одной детали с последовательным выполнением всех переходов, которые могут быть осуществлены на данном станке.
Если одновременно значительное число переходов в одной операции выполняется параллельно, то такое построение обработки называют параллельной концентрацией технологического процесса. Параллельная концентрация связана с использованием многоинструментных станков (многорезцовых, многошпиндельных и т. п.), обеспечивающих высокую производительность; применение таких станков экономично при большом объеме выпуска продукции, характерным для крупносерийного и массового производств.
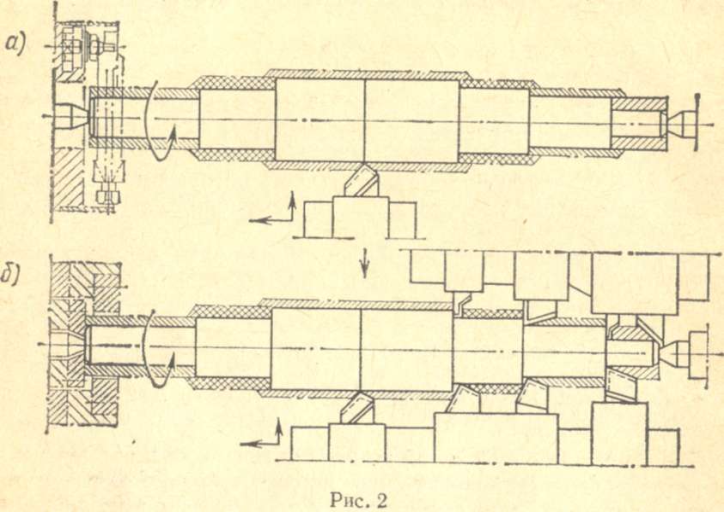 Пример
параллельной
концентрации
показан на рис. 2, б, где рассмотрена
обработка вала на многорезцовом станке
одновременно восемью и шестью резцами
за четыре установа при двух черновых и
двух чистовых операциях (в двух установах
при обработке левой части вала участвуют
три резца на продольном и три резца на
поперечном суппортах). Обработка
цилиндрических поверхностей шеек вала,
подрезка торцов, проточка канавок и
снятие фасок совмещаются.
Пример
параллельной
концентрации
показан на рис. 2, б, где рассмотрена
обработка вала на многорезцовом станке
одновременно восемью и шестью резцами
за четыре установа при двух черновых и
двух чистовых операциях (в двух установах
при обработке левой части вала участвуют
три резца на продольном и три резца на
поперечном суппортах). Обработка
цилиндрических поверхностей шеек вала,
подрезка торцов, проточка канавок и
снятие фасок совмещаются.