

7. Дайте обозначения и характеристику шлифовального круга согласно гост 2424-83
шлифовальные круги состоят из зерен абразивных материалов, скрепленных в одно целое каким-либо связующим веществам.
В характеристику абразивного инструмента, определяющую его рабочие свойства, кроме типа и размеров, входят вид и зернистость абразивного материала, твердость, номер структуры и вид связки.
Абразивный инструмент обозначение (старое) Области применения:
Круги шлифовальные: прямого профиля Тип 1 (ПП) Шлифование круглое наружное, внутреннее, плоское периферией круга, обдирочное; зачистные работы.
Круги шлифовальные: с двусторонним коническим профилем Тип4(2П)
Шлифование резьбы, зубьев зубчатых колес, прожиля шеверов и долбяков, зуборезного инструмента.
Круги шлифовальные: с коническим профилем Тип3 (ЗП) Заточка пил
Круги шлифовальные: с выточкой Тип 5 (ПВ) Круглое внутреннее шлифование; шлифование шейки и торца
Круги шлифовальные: с двусторонней выточкой Тип 7 (ПВД) Круглое и внутреннее шлифование; бесцентровое шлифование (ведущие круги)
Круги шлифовальные: с конической выточкой Тип 23 (ПВК) Круглое шлифование шейки и торца
Круги шлифовальные: с двусторонней конической выточкой Тип 26 (ПВДК) Круглое наружное шлифование с одновременной подрезкой торца
Круги шлифовальные: кольцевые тип 2 (К) Плоское шлифование торцом круга
Круги шлифовальные: чашечные цилиндрические Тип 6 (ЧЦ) Заточка режущего инструмента; плоское шлифование торцом круга
Круги шлифовальные: чашечные конические Тип 11 (ЧК) Заточка режущего инструмента; плоское шлифование торцом круга; шлифование направляющих станин станков
Круги шлифовальные: тарельчатые Тип 12, 13, 14 (Т, 2Т, 1Т) Заточка и доводка многолезвийного режущего инструмента; шлифование зубьев шестерен и зуборезного инструмента
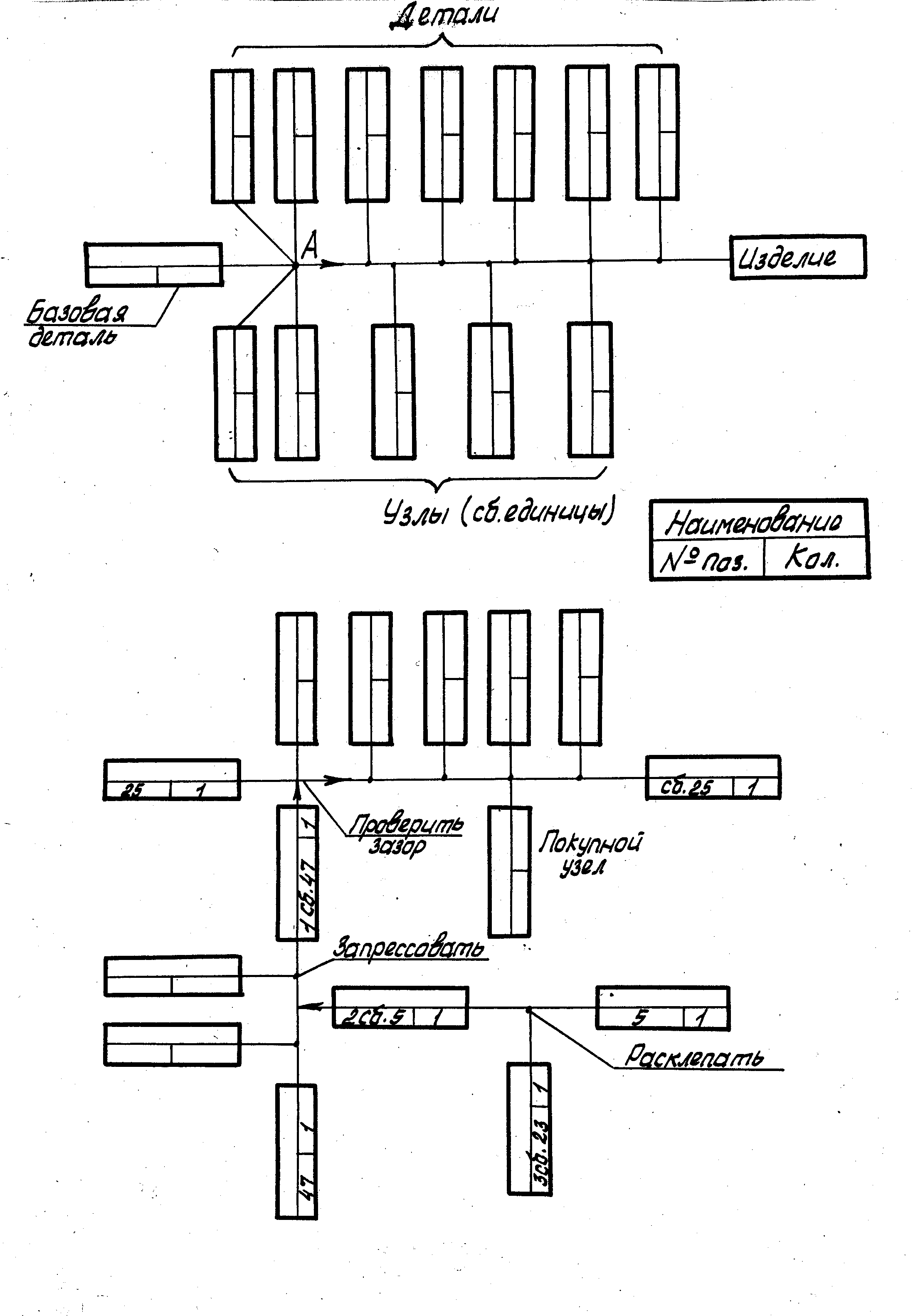
8.Как составляются схемы общей и узловой сборки
Сборка – часто завершающая стадия производства изделия, характеризующаяся сложностью и разнообразием выполняемых операций, высокой трудоемкостью и стоимостью.
Графически на схемах сборки (рис.1) элементы изделия (детали, сборочные единицы) изображаются в виде прямоугольников, разделенных на три части, в которых вписываются наименование, номер позиции и количество элементов. Обозначение деталей принимается в соответствии со сборочными чертежами и спецификациями. Для обозначения сборочной единицы проставляют буквы "Сб." и номер базовой детали. Перед обозначением сборки ставится номер сборочной единицы соответствующего порядка.
Рис. 1. Технологические схемы сборки: а – общей; б – узловой (сборочной единицы
9. Дайте определение коэффициента использования металла, коэффициента весовой точности(квт), коэффициента выхода годного.
Основным показателем прогрессивности норм расхода материалов является коэффициент использования металла. Чем ближе коэффициент использования к единице, тем более прогрессивна выбранная технология изготовления той или иной детали. Коэффициент использования металла (КИМ) определяется, как отношение массы детали (чистого веса) к норме расхода металла на изготовление детали.
Ки.м. = МД / МР,
где МР = МЗ + МОЗ
МЗ- масса заготовки
МОЗ- масса отходов на заготовительной стадии.
Коэффициент весовой точности отражает степень приближения формы и размеров заготовки к форме и размерам детали, т.е. характеризует объем механической обработки
Квт=Мд/Мз
Коэффициент выхода годного характеризует расход материала в заготовительном цехе, размер брака, технологических отходов и т.п.
Квг= /
/ П
П
МП-масса поковки.