

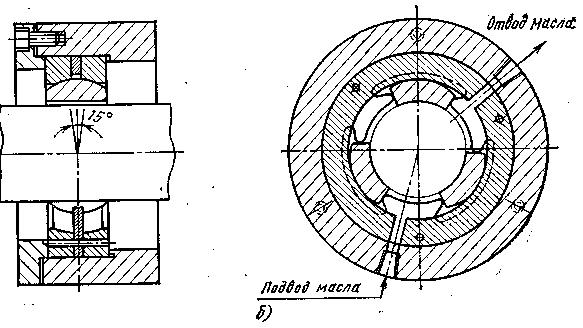
Гидродинамический подшипник лон 88.
В станкостроении используют многоклиновые т.к.одноклиновые, не могут обеспечить требуемой жесткости и точности вращения. В многоклиновых подшипниках создается несколько клиновых зазоров, куда вращающемся валом увлекается масло, и результирующая гидродинамических сил FДпозволяет воспринимать внешнюю нагрузку F, действующую в любом направлении. Клиновые зазоры создаются обычно с помощью башмаков, самоустанавливающихся в зависимости от нагрузки и положения шпинделя. Самоустановка башмаков осуществляется либо их поворотом на сферических опорах (подшипник ЛОН-34 конструкции ЭНИМС, (рис. 4.22),либо поворотом относительно специально выполненной втулки (подшипник ЛОН-88, рис. 4.23).
Гидродинамический подшипник лон 34.

Рис.1.21. Подшипник ЛОН-34 конструкции ЭНИМС с самоустановкой башмаков поворотом на сферических опорах.
Тяговые устройства приводов.
Тяговые устройства - предназначены для перемещения подвижных узлов станков вдоль направляющих. Они являются последним звеном в кинематической цепи привода, вспомогательного движения, а иногда и привода главного движения (строгание, долбежные, протяжные станки)
Требования к тяговым устройствам:
Постоянство подачи, обеспечения заданного закона изменения скорости движения . Как правило требуется поддерживать скорость перемещения пост.
Высокая чувствительность (перемещение на малый путь)
Быстродействие всего привода в значительной мере зависит от инерционных свойств всего привода.
Жесткость тягового устройства. Влияет на статические погрешности движения исполнительно узла станка.
Отсутствие зазора.
Тяговые устройства бывают:
Механические
Электромагнитные
Гидравлические
Пневматические
Механические служат для преобразования вращательного движения в прямолинейное движение узла станка вдоль направляющих. Наибольшее распространение в узлах станков:
Винт гайка
Кривошибно- шатунное
Червяк- рейка
Колесо-рейка
Ленточные механизмы и т.д.
Электромагнитные – используются очень редко так как не могут создать значительные тяговые усилия. Наибольшее применение нашли:
Линейные электропривод
Салиноид
Бесконтактные электромагнитные подачи.
Гидро- и пневматические передачи
Виде пары поршень – цилиндр.
Выбор того или иного тягового устройства в значительной мере зависит от величины тяговой силы и необходимого перемещения подвижного узла.
Базовые детали. Типы базовых деталей. Требования к ним. Конструирование базовых деталей.
Базовые детали металлорежущих станков служат для создания требуемого пространственного размещения узлов, несущих инструмент и обрабатываемую деталь, и обеспечивают точность, взаимного расположения под нагрузкой. Совокупность базовых деталей между инструментом и заготовкой образует несущую систему станка. К базовым деталям относят станины, основания, колонны, стойки, поперечины, ползуны, траверсы, столы, каретки, суппорты, планшайбы, корпуса шпиндельных бабок и т. п. (рис. 1.1).

Рис.1.1. Базовые детали фрезерно-расточного станка
По форме они условно могут быть разделены на три группы: брусья — детали, у которых один габаритный размер больше двух других; пластины, у которых один размер значительно меньше двух Других; коробки — габаритные размеры одного порядка.
Направляющие обеспечивают правильность траектории движения заготовки и (или) инструмента и точность перестановки узлов. Во многих случаях направляющие выполняют как одно целое с базовыми деталями. Базовые детали и направляющие должны иметь:
-первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой геометрической точности высокую жесткость, определяемую контактными деформациями подвижных и неподвижных стыков, местными деформациями и деформациями самих базовых деталей;
-высокие демпфирующие свойства, т. е. способность гасить колебания между инструментом и заготовкой от действия различных источников вибраций;
-долговечность, которая выражается в стабильности формы базовых деталей и способности направляющих сохранять первоначальную точность в течение заданного срока эксплуатации.
Кроме того, базовые детали должны иметь малые температурные деформации, из-за которых могут произойти относительные смещения между инструментом и заготовкой, а направляющие должны обладать малой величиной и постоянством сил трения, так как от этого зависит точность позиционирования узлов станка. Перечисленные основные требования, предъявляемые к базовым деталям и направляющим станков, могут быть удовлетворены при правильном выборе материала и конструктивными принципами, которые являются общими, несмотря на многообразие форм.
Конструирование базовых деталей — это поиск компромиссного решения между противоречивыми требованиями: создание конструкций жестких, но имеющих малую массу; простых по конфигурации, но обеспечивающих высокую точность; дающих экономию металла, но учитывающих возможности литейной технологии при проектировании литых конструкций и возможности технологии сварных конструкций. Конструирование базовых деталей во многом опирается на богатый опыт, накопленный за долгие годы, как в нашей стране, так и за рубежом.