

Система допусков и посадок для конических соединений по гост и их обозначение на чертежах. Нанесение размеров и посадок на конических соединениях
3.1. При посадке с фиксацией путем совмещения конструктивных элементов сопрягаемых конусов размеры, определяющие характер соединения, на сборочном чертеже могут быть указаны только как справочные (черт. 12).
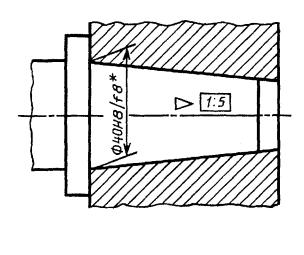
Черт. 12
3.2. При посадке с фиксацией по заданному осевому расстоянию zpf между базовыми плоскостями сопрягаемых конусов должен быть нанесен размер, определяющий расстояние между базовыми плоскостями, заключенный в прямоугольную рамку, а размер, определяющий характер соединения, может быть указан как справочный (черт. 13).
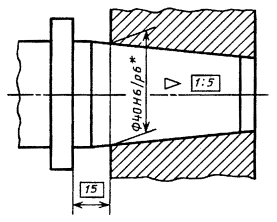
Черт. 13
3.3. При посадке с фиксацией по заданному взаимному осевому смещению сопрягаемых конусов от их начального положения должен быть указан размер осевого смещения, а начальное положение конусов отмечается штрихпунктирной тонкой линией с двумя точками. Размеры, определяющие начальное базорасстояние соединения и сочетание полей допусков сопрягаемых конусов, могут быть указаны как справочные (черт. 14).
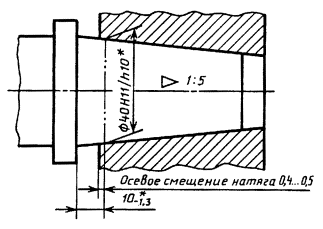
Черт. 14
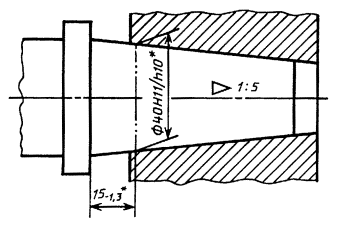
3.4. При посадке с фиксацией по заданному усилию запрессовки FS, прилагаемому в начальном положении сопрягаемых конусов, заданное усилие запрессовки следует указывать в технических требованиях чертежа, например, «Усилие запрессовки FS = … Н». Размеры, определяющие начальное базорасстояние соединения и сочетание полей допусков сопрягаемых конусов, могут быть указаны как справочные (черт. 15).
Билет 4.
Расчет размерных цепей методом полной взаимозаменяемости.
Метод полной взаимозаменяемости Метод полной взаимозаменяемости - метод, при котором требуемая точность замыкающего звена размерной цепи достигается у всех объектов путем включения в нее составляющих звеньев без выбора, подбора или изменения их значений. Технологический процесс сборки при этом сводится к присоединению деталей в соответствии с установленным характером сопряжения без выполнения какой-либо пригонки, подбора деталей или регулирования их взаимного положения. Основными достоинствами метода полной взаимозаменяемости являются простота и экономичность сборки, применение поточных организационных форм сборочных процессов, высокий уровень механизации и автоматизации сборочных процессов, возможность широкого кооперирования заводов, развитие специализированных предприятий с высоким уровнем автоматизации, возможность организации легкого, быстрого и дешевого ремонта изделий, упрощение системы изготовления запасных частей и др. Метод полной взаимозаменяемости требует повышенной точности составляющих звеньев размерных цепей. В многозвенных цепях требуемая точность может существенно повышать среднюю экономическую, а иногда и достижимую точность, соответствующую существующим технологическим методам обработки. Поэтому метод полной взаимозаменяемости находит применение для короткозвенных размерных цепей или в случае, когда к замыкающим звеньям многозвенных цепей не предъявляют высоких точностных требований.