

7. Расчёт режимов резания и основного технологического времени
Техпроцесс для рассматриваемой детали:
005-фрезерно-центровальная:
005.1- фрезеровать торцы в размер детали;
005.2- сверлить центровые отверстия;
010 – токарно-черновая:
010.1- Токарно-черновая обработка промежуточного вала;
010.2- Токарно-черновая подрезка опорной шейки;
010.3- Токарная - точить канавку;
010.4- Токарно-черновая обработка опорной шейки;
010.5- токарно-черновая обработка промежуточного диаметра;
010.6- Токарно-черновая обработка опорной шейки;
010.7- Токарная - точить канавку;
010.8- Токарно-черновая подрезка промежуточного диаметра;
010.9- Токарно-черновая подрезка торца шестерни;
010.10- Токарно-черновая обработка поверхности шестерни;
010.11- Токарно-черновая подрезка торца шестерни;
015 – токарно-черновая:
015.1- Токарно-черновая обработка выходного конца вала;
015.2 Токарно-черновая подрезка торца опорной шейки;
015.3 Токарно-черновая обработка поверхности опорной шейки;
015.4 Токарно-черновая обработка промежуточного вала;
015.5Токарно-черновая обработка поверхности опорной шейки;
015.6Токарная – точить канавку;
015.4 Токарно-черновая обработка промежуточного вала;
015.8 Токарно-черновая обработка поверхности шестерни;
020 – чистовое точение с образованием фасок:
020.1- Токарно-чистовое точение выходного конца вала;
020.2- Токарно-чистовое точение шестерни;
020.3- Токарная - точить 1 фаску;
025 – чистовое точение с образованием фасок:
025.1- Токарно-чистовое точение опорных шеек;
025.2 Токарно-чистовое точение выходного конца вала;
025.3- Токарно-чистовое точение шестерни;
025.4- Токарная - точить 1 фаску;
030– Зубофрезерная – фрезеровать зубья;
035– Шлифование опорных шеек;
040– Шлифование поверхностей под колёса;
045– Фрезерование шпоночного паза;
Термообработка:
050 – повторное шлифование опорных шеек;
055 – повторное шлифование поверхностей под колёса;
060 – хонингование зубьев.
Операция 005 (станок МР-71М)
005.1 Фрезеровать заготовку в размер 260 м с двух сторон одновременно. Фреза 2214-0153 ГОСТ 9473-80 [2] оснащена пластинками твёрдого сплава Т15К6, Д=100 мм, z= 10.
Глубина резания t=2 мм (см.табл. 6.2). Фрезерование производится за один проход, S=0,7 мм/об [3, стр. 960] для σв =710-790 МПа при φ1=50, νр=120 м/мин
n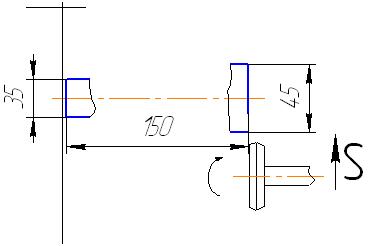 p=1000VP/(3.14*D)=1000*120/(3.14*100)=382
мин-1,
округляем до стандартного в большую
сторону np=400мин-1
p=1000VP/(3.14*D)=1000*120/(3.14*100)=382
мин-1,
округляем до стандартного в большую
сторону np=400мин-1
Vп=3,14*100*400/1000=126 м/мин
Рассчитаем основное технологическое время Т0, мин:
![]() (7.1)
(7.1)
где
Т0 – основное технологическое время, мин
l – расчётная длина обрабатываемой поверхности, мм
![]() (7.2)
(7.2)
где
l0 – длина обрабатываемой детали по чертежу, мм
lвр – длина пути врезания
lп – длина пути перебега
![]() (7.3)
(7.3)
а- прибавка 1-2 мм.
t- глубина резания
 і
– число проходов
і
– число проходов
lвр =2,0+2=4 мм; l0=120мм; і = 1; lп =2 мм
l= 60+4+2=66 мм
Т01=66*1/(400*0,7)=0,23 мин