

6. Расчёт и назначение припусков на механическую обработку
Обычно при обработке резанием заданные чертежом форма, геометрические размеры и параметры качества поверхностного слоя, получают за один или несколько переходов обработки. При этом на каждом переходе механической обработки с элементарной обработкой поверхности в виде стружки снимается слой металла. Таким образом припуском называют слой металла, который необходимо удалить с поверхности заготовки для получения детали заданных размеров и качества поверхности. На величину припуска оказывают влияние следующие факторы:
материал заготовки;
вид заготовки (литье, штамповка и т.д.);
размер заготовки;
величина дефектного слоя на обрабатываемой поверхности;
сложность процесса обработки;
величина погрешности установки;
Расчет припусков и назначение их по таблицам ГОСТов следует производить после отработки конструкции детали и заготовки на технологичность и технико-экономические обоснования метода получения заготовки.
Перечислим исходные данные для расчета припусков на механическую обработку в нашем случае:
- материал заготовки – Сталь 30Х;
- заготовка получена прокатом;
- способ установки при обработке – в центрах;
Значение припусков запишем в виде таблицы.
Технологический процесс обработки для поверхностей, припуски которых будут определяться в данном разделе расчетно-аналитическим методом выглядит следующим образом: черновое точение; чистовое точение; шлифование; термообработка; повторное шлифование.
Определяем исходный индекс заготовки. Для этого определяется группа стали в зависимости от содержания углерода. Группа стали – Сталь М1 (согласно ГОСТ 7505-89). Также согласно этому ГОСТу в зависимости от метода получения заготовки определяется класс точности поковки – Т4. Далее необходимо определить степень сложности поковки. Для этого определяем массу детали, исходя из того, что удельный вес стального изделия составляет ρст=7800кг/м3.
 (6.1)
(6.1)
где:
di – диаметр детали, см;
li – длина детали с диаметром di, см;
![]() кг;
кг;
Определим массу заготовки (приближенная масса заготовки)
![]() (6.2)
(6.2)
Кр - коэффициент, равный 1,33;
![]() кг;
кг;
Определим массу геометрической фигуры, в которую вписывается деталь:
![]() (6.3)
(6.3)
где:
di – максимальный диаметр детали, см;
li – длина всей детали, см;
![]() кг
кг
Определяем степень сложности половин:
![]() (6.4)
(6.4)
Следовательно степень сложности заготовки – С2.
Рассчитаем припуск для поверхности опорной шейки Ø95к6. Необходимые для расчета значения элементов припуска определим, согласно рекомендациям (табл. 4.1, стр. 61 [1]).
Технологический маршрут обработки поверхности опорной шейк состоит из следующих операций: черновое точение, чистовое точение, шлифование предварительное (до термообработки), шлифование окончательное (после термообработки).
Расчёт припусков на обработку приведён в табл. 6.1, в которой последовательно записываются технологический маршрут обработки опорной шейки и все значения элементов припуска.
Значения высоты микронеровностей Rz для штампованной заготовки массой 20,3 кг принимаем : Rz =600.
Определяем пространственные отклонения. Для данной заготовки:
![]() (6.5)
(6.5)
где
ρсм – погрешность заготовок по смещению.
ρсм = 0,9 (для второй группы точности).
ρкор – погрешность штампованной заготовки по короблению.
ρкор = 0,5 (с диаметром по опорной шейке <50 мм).
ρц – погрешность зацентровки заготовки. Вычисляется по формуле:
 (6.6)
(6.6)
Тdзаг – допуск заготовки по ГОСТ 7505-89.
Определяем допуск на поверхность для штамповки точности Т4, для группы стали М1, степени сложности С2 по исходному индексу ИТ=12.
Тdзаг
=![]() мм
мм
![]()
![]()
Определим ρ для последующих технологических переходов:
ρчерн
=0,06*![]() =0,06*1300=80
мкм
=0,06*1300=80
мкм
ρчист =0,05* =0,05*1300=50 мкм
ρшл. пр =0,04* =0,02*1300=30 мкм
Величину расчётного припуска по технологическим переходам определим по формуле:
![]() (6.7)
(6.7)
где
zmin - расчетный припуск, мкм;
Rzi-1 – среднее квадратичное отклонение на предшествующей операции, мкм;
Тi-1 – глубина дефектного поверхностного слоя на предшествующей операции, мкм;
ρi-1 – суммарное отклонение распределения поверхностей и отклонение формы поверхностей на предшествующей операции, мкм
Для чернового точения: 2zmin=2(600+0+30)= 2.630мкм
Для получистового точения: 2zmin=2(50+0+50)= 2.100мкм
Для чистовое точение: 2zmin=2(50+0+50)= 2.100мкм
Расчётный размер dр находится последовательно в обратном порядке технологических переходов, т.е. снизу вверх, начиная с шлифования. Размер после шлифования должен соответствовать размеру детали.
 Предельные
отклонения принимаем по СТ СЭВ 144-75. В
нашем случае: Ø
Предельные
отклонения принимаем по СТ СЭВ 144-75. В
нашем случае: Ø![]() .
.
dр при шлифовании в случае обработки наружных поверхностей принимают по dмин. Последующие значения dр для технологических переходов определяются прибавлением к известному размеру величин припуска (рис 6.1):
dр1=94,75+0,200=94,95мм
dр2=94,95+0,200=95,15мм
dр3=95,15+1,260=96,41мм
dmax = dmin+Td,
где Td – допуск на размер для заготовки:
dmax = 96,41 + 2 = 98,41 мм – для заготовки;
dmax = 95,15 + 1,3 = 96,45 мм – для чернового точения;
dmax = 94,95 + 0,52= 95,47 мм – для получистового точения;
dmax = 94,75 + 0,21 = 94,96 мм – для чистовое.
Предельные значения припусков 2zminпр для наружных поверхностей определяют как разность наибольших предельных размеров, 2zmахпр – как разность наименьших предельных размеров предшествующего и рассматриваемого переходов.
2zmin1 = 96,41-95,15= 1,26 мм;
2zmin2= 95,15-94,95 = 0,68 мм;
2zmin3 = 94,95-94,75 = 0,2 мм;
2zmax1= 98,41-96,45 = 1,96 мм;
2zmax2 = 96,45-95,47 = 0,98 мм;
2zmax3= 95,47-94,96 =0,51 мм;
Выполним проверку:
2zmax i - 2zmin i = Ti-1-Ti (6.8)
2zmax1 - 2zmin1 = 1,96-1,26=0,7мм;
Тd - Тdi = 2000-1300=700 мкм.
2zmax2 - 2zmin2 = 0,98-0,2= 0,78 мм;
Тd - Тdi = 1300-520=780 мкм.
2zmax3 - 2zmin3 = 0,51-0,2= 0,31 мкм;
Тd - Тdi =520-210=310 мкм.
Величина номинального припуска z0ном определяется с учётом несимметричного расположения поля допуска заготовки.
Для наружных поверхностей:
![]() (6.9)
(6.9)
где
Нз – нижнее отклонение допуска заготовки,
Нд – нижнее отклонение допуска детали.
z0ном = 2140+700-2=2838мкм=2,84мм≈2.1,42 мм
 Расчетный
размер заготовки:
Расчетный
размер заготовки:
dзаг. ном.= d+ z0ном (6.10)
dзаг. ном.= 95+2,84=97,848мм
Таблица 6.1
Технологические переходы обработки поверхности |
Элементы припуска, мкм 95(-0,250) |
Расчётный припуск 2zmin, мкм |
Расчётный размер dр, мм |
Допуск Тd, мкм |
Предельные отклонения, мм |
Предельные значения припусков, мкм |
||||
RZ |
Т |
ρ |
dмин |
dмах |
2zminпр |
2zmaxпр |
||||
Заготовка |
200 |
|
1500 |
– |
99,49 |
2000 |
99,490 |
101,49 |
– |
– |
Черновое точение |
50 |
|
90 |
2.2000 |
95,49 |
100 |
95,490 |
95,59 |
4000 |
5900 |
Чистовое точение |
30 |
|
60 |
2.190 |
95,11 |
39 |
95,110 |
95,139 |
380 |
451 |
Шлифова- ние предвари-тельное |
10 |
|
30 |
2.120 |
94,87 |
25 |
94,870 |
94,895 |
240 |
244 |
Шлифова- ние окончате-льное |
5 |
|
– |
2.60 |
94,75 |
16 |
94,750 |
94,766 |
120 |
129 |
Всего |
4740 |
6724 |
||||||||
На остальные обрабатываемые поверхности маховика припуски и допуски выбираем по ГОСТ 7505-89. Также по этому стандарту проверяем правильность расчёта припусков рассчитанного отверстия. Полученные значения записываем в таблицу 6.3
Таблица 6.3
Схема расположения межоперационных припусков и допусков
Ø101,49
Ø100,19
Ø99,490


Ø95,59

Ø95,49

Ø95,110
Ø95,139


1,3
0,7
Ø94,895

Ø94,870





Ø94,766


Ø94,750


























![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
Рис.6.1
На остальные поверхности заготовки (рис 6.2) припуски и допуски принимаются по найденному исходному индексу ИТ по ГОСТ 7505-89. Результаты сводим в табл.6.2.
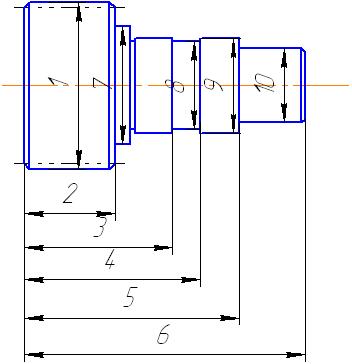
Рис 6.2
Таблица 6.2
Припуски на поверхности заготовки
Обозначение размера |
Размер по чертежу |
Припуски, мм |
Размер заготовки, мм |
Предельные отклонения, мм |
|
табличный |
расчётный |
||||
1 |
120 |
2.1,7=3,4 |
|
123,4 |
+1,3 -0,7 |
2 |
60 |
2.1,6=3,2 |
|
56,8 |
+1,3 -0,7 |
3 |
100 |
2.1,7=3,4 |
|
103,4 |
+1,3 -0,7 |
4 |
170 |
2.1,7=3,4 |
|
173,4 |
+1,4 -0,8 |
5 |
200 |
2.2,0=4,0 |
|
204 |
+1,8 -1,0 |
6 |
260 |
2.2,0=4,0 |
|
264 |
+1,3 -0,7 |
7 |
105 |
2.1,7=3,4 |
|
108,4 |
+1,4 -0,8 |
8 |
90 |
2.1,6=3,2 |
|
93,2 |
+1,4 -0,8 |
9 |
95 |
2.1,6=3,2 |
|
98,2 |
+1,3 -0,7 |
10 |
80 |
2.1,6=3,2 |
2.2,52=5,08 |
85,08 |
+1,3 -0,7 |
Данные таблицы являются основой для последующего назначения глубины при расчёте режимов резания.