

005.2 Сверлить центровые отверстия с двух сторон одновременно.
Принимаем центровочное сверло d=5мм, D=15 мм, Р18 [3, стр. 610] t=d/2=2.5мм; i=1
Для Ш группы подач S=0.07 мм/об [3, стр. 906]
Для группы обрабатываемости 7 [3, стр. 1098]
V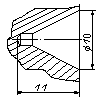 P=
30 м/мин [3, стр. 907]
P=
30 м/мин [3, стр. 907]
np=1000*30/(3,14*10)=955 мин-1
nп=1000 мин-1
Vп=3,14*10*1000/1000=31,4 м/мин
lвр =2,5мм; l0=11мм; і = 1; lп =0 мм
l= 11+2,5=13,5 мм
Т02=13,5*1/(1000*0,07)=0,19 мин
Т005= Т01+Т02=0,23+0,19=0,42 мин
Операция 010 (станок 16К20- на все токарные операции).
010.1 Токарно-черновая обработка промежуточного вала.
Р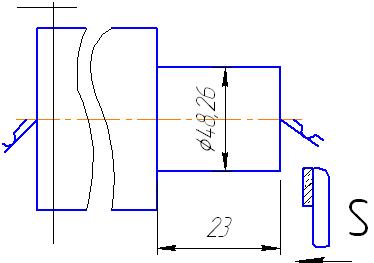 езец
2103-0057 Т15К6 ГОСТ 18879-73- токарный проходной
правый упорный.
езец
2103-0057 Т15К6 ГОСТ 18879-73- токарный проходной
правый упорный.
t= 2,18мм
При черновой обработке величину подачи
S=0,25 мм/об.
VP= 120 м/мин [3, стр. 854]
np=1000*120/(3,14*85,08)=449,2 мин-1
По паспортным данным станка 16К20 [1] наибольшая частота вращения шпинделя 500 мин-1 , поэтому nп=500 мин-1
Vп=3,14*85,08*500/1000=133,6м/мин
lвр =2мм; l0=60мм; і = 1; lп =0 мм
l= 60+2=62 мм
Т01=62*1/(500*0,25)=0,49мин
010.2 Токарно-черновая подрезка опорной шейки.
Резец 2112-0057 Т15К6 ГОСТ 18880-73- токарный подрезной правый отогнутый.
t= 2,0мм ( см. табл. 6.2)
При черновой обработке величину подачи S=0,25 мм/об.
V P=
120 м/мин [3, стр. 854]
P=
120 м/мин [3, стр. 854]
np=1000*120/(3,14*98,2)=389,2 мин-1
nп=400 мин-1
Vп=3,14*98,2*400/1000=123,3м/мин
 lвр
=2мм; l0=30мм;
і = 1; lп
=0 мм
lвр
=2мм; l0=30мм;
і = 1; lп
=0 мм
l= 30+2=32 мм
Т02=32*1/(400*0,25)=0,32мин
010.3 Токарная - точить канавку
Резец токарный отрезной а=3мм 2130-6003 Т15К6 ГОСТ 18884-73.
t= 0,15мм
S=0,15 мм/об.
V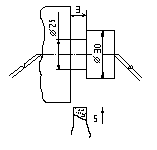 P=
120 м/мин [3, стр. 867]
P=
120 м/мин [3, стр. 867]
np=1000*120/(3,14*85,08)=449,2 мин-1
nп=500 мин-1
Vп=3,14*85,08*500/1000=133,6м/мин
lвр =1мм; l0=1,05мм; і = 1; lп =0 мм
l= 1,05+1=2,05мм
Т03=2,05*1/(500*0,15)=0,027мин
010.4 Токарно-черновая обработка опорной шейки.
Резец 2103-0057 Т15К6 ГОСТ 18879-73- токарный проходной правый упорный.
t= 1,6мм
При черновой обработке величину подачи S=0,25 мм/об.
VP= 120 м/мин [3, стр. 854]
np=1000*120/(3,14*98,2)=389,2 мин-1
По паспортным данным станка 16К20 [1] наибольшая частота вращения шпинделя 400 мин-1 , поэтому nп=400 мин-1
Vп=3,14*98,2*400/1000=123,3м/мин
lвр =2мм; l0=30мм; і = 1; lп =0 мм
l= 30+2=32 мм
Т01=32*1/(400*0,25)=0,32мин
010.5 Токарно-черновая обработка промежуточного диаметра.
Аналогично п. 010.1
010.6 Токарно-черновая обработка опорной шейки.
Аналогично п. 010.2
010.7 Токарная - точить канавку
Резец токарный отрезной а=3мм 2130-6003 Т15К6 ГОСТ 18884-73.
t= 0,15мм
S=0,15 мм/об.
VP= 120 м/мин [3, стр. 867]
np=1000*120/(3,14*98,2)=389,2 мин-1
nп=400 мин-1
Vп=3,14*98,2*400/1000=123,3м/мин
lвр =1мм; l0=3мм; і = 1; lп =0 мм
l= 3+1=4мм
Т03=4*1/(400*0,15)=0,066мин
010.8 Токарно-черновая подрезка промежуточного диаметра.
Аналогично п. 010.2
010.9 Токарно-черновая подрезка торца шестерни.
Резец токарный подрезной правый отогнутый 2112-0057 Т15К6 ГОСТ 18880-73.
t= 1,6 мм (см. табл. 6.2)
S=0,25 мм/об.
VP= 120 м/мин
np=1000*120/(3,14*123,4)=309 мин-1
n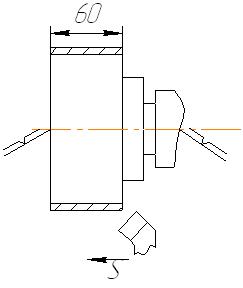 п=320
мин-1
п=320
мин-1
Vп=3,14*123,4*320/1000=124 м/мин
lвр =2 мм; l0=56,8 мм; і = 1; lп =0 мм
 l=
2+56,8=58,8 мм
l=
2+56,8=58,8 мм
Т04=58,8*1/(320*0,25)=0,588мин
010.10 Токарно-черноваяобработка поверхности шестерни.
Резец токарный проходной правый отогнутый 2102-0055 Т15К6 ГОСТ 18877-73.
φ=φ 1=450
1=450
t = 1,4 мм (Поверхность подвергнута черновой и чистовой обработке, следовательно 80% общего припуска – на черновую, а 20% - на чистовую обработку, т.е. t= 0,8*1,7=1,36 мм)
S=0,25 мм/об.
VP= 120 м/мин
np=1000*120/(3,14*122)=313 мин-1
nп=320 мин-1
Vп=3,14*122*320/1000=122,6 м/мин
lвр =3,4мм; l0=63,4мм; і = 1; lп =1 мм
l= 3,4+63,4+1=67,8мм
Т04=63,4*1/(320*0,25)=0,84мин
010.11 Токарно-черновая подрезка торца шестерни.
Аналогично п. 010.9
Операция 015
015.1 Токарно-черновая обработка выходного конца вала.
Резец токарный подрезной правый отогнутый 2112-0057 Т15К6 ГОСТ 18880-73.
S =0,25
мм/об.
=0,25
мм/об.
VP= 120 м/мин
np=1000*120/(3,14*122)=313 мин-1
nп=320 мин-1
Vп=3,14*122*320/1000=124 м/мин
lвр =2 мм; l0=63,4мм; і = 1; lп =1 мм
l= 2+63,4+1=66,4мм
Т04=66,4*1/(320*0,25)=0,88мин
015.2 Токарно-черновая подрезка торца опорной шейки.
Аналогично п. 010.2
015.3 Токарно-черновая обработка поверхности опорной шейки.
Аналогично п. 010.4
015.4 Токарно-черновая обработка промежуточного вала.
Аналогично п. 010.5
015.5Токарно-черновая обработка поверхности опорной шейки.
Аналогично п. 010.4
015.6Токарная – точить канавку.
Аналогично п. 010.7
015.4 Токарно-черновая обработка промежуточного вала.
Аналогично п. 010.2
015.8 Токарно-черновая обработка поверхности шестерни.
Аналогично п. 010.10
Операция 020
020.1 Токарно-чистовое точение выходного конца вала.
Резец 2103-0057 Т15К6 ГОСТ 18879-73- токарный проходной правый упорный.
t= 2,0 мм (см. табл. 6.1)
S =0,14
мм/об.
=0,14
мм/об.
VP= 120 м/мин
np=1000*120/(3,14*85,05)=449,3 мин-1
По паспортным данным станка 16К20 [1] наибольшая частота вращения шпинделя 500 мин-1 , поэтому nп=500 мин-1
Vп=3,14*85,05*500/1000=133,5 м/мин
lвр =1мм; l0=60мм; і = 1; lп =0 мм
l= 60+1=61 мм
Т01=61*1/(500*0,25)=0,54 мин
020.2- Токарно-чистовое точение шестерни.
Резец 2102-0055 Т15К6 ГОСТ 18877-73- токарный проходной правый отогнутый.
t=1,7
φ=φ1=450
S=0,14 мм/об.
VP= 120 м/мин
np=1000*120/(3,14*120)=318,5 мин-1
По паспортным данным станка 16К20 [1] наибольшая частота вращения шпинделя 320 мин-1 , поэтому nп=320 мин-1
Vп=3,14*120*320/1000=120,6 м/мин
lвр =1мм; l0=60мм; і = 1; lп =0 мм
l= 60+1=61 мм
Т01=61*1/(320*0,14)=1,36 мин
020.3- Токарная - точить 3 фаски.
Резец токарный проходной правый отогнутый 2102-0055 Т15К6 ГОСТ 18877-73.
φ=φ 1=450;
t=
0,07 мм; S=0,07
мм/об.
1=450;
t=
0,07 мм; S=0,07
мм/об.
VP= 120 м/мин
np=1000*120/(3,14*80)=477,7 мин-1
np=500 мин-1
Vп=3,14*80*500/1000=125,6 м/мин
l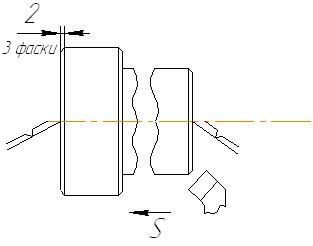 вр
=2мм; l0=1мм;
і = 1; lп
=0 мм
вр
=2мм; l0=1мм;
і = 1; lп
=0 мм
 l=
1+2=3 мм
l=
1+2=3 мм
Т03=3*1/(500*0,07)=0,08 мин
np=1000*120/(3,14*120)=318,5 мин-1
nп=320 мин-1
Vп=3,14*120*320/1000=120,6м/мин
lвр =2мм; l0=1мм; і = 1; lп =0 мм
l= 1+2=3мм
Т02=3*1/(320*0,07)=0,13мин
Т0= Т01+Т02=0,08+0,13*2= 0,34мин
Операция 025