

025.1 Токарно-чистовое точение опорных шеек.
t= 2*0,2=0,4 мм (см. табл. 6.1)
S=0,14 мм/об.
VP= 120 м/мин
np=1000*120/(3,14*95)=402,3 мин-1
По паспортным данным станка 16К20 [1] наибольшая частота вращения шпинделя 400 мин-1 , поэтому nп=400 мин-1
Vп=3,14*95*400/1000=119,3 м/мин
lвр =1мм; l0=30мм; і = 1; lп =0 мм
l= 30+1=31 мм
Т01=31*1/(400*0,14)=0,55 мин
025.2 Токарно-чистовое точение выходного конца вала.
Аналогично п. 020.1
025.3- Токарно-чистовое точение шестерни.
Аналогично п. 020.1
025.4- Токарная - точить 1 фаску.
Аналогично п. 020.3
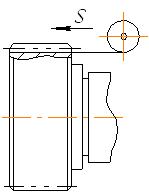
Операция 030 Зубофрезерная – фрезеровать зубья.
( Станок
5М-310)
Станок
5М-310)
Принимаем червячную чистовую однозаходную фрезу m=1.5 Т15К6 (12х22х55)
t= 2,25*1.5=3,38 мм
S=0,8 мм/об.
VP= 60 м/мин [3, стр. 1052]
np=1000*60/(3,14*120)=347мин-1
nп=320 мин-1
Vп=3,14*120*150/1000=56,5 м/мин
T0=(L*i*z)/(n*S*q) (7.4)
L=B+lвр+lп (7.5)
В=60мм; lвр =15,7мм; і = 1; lп =2,5 мм
L=60+15,7+2,5=78,2 мм
z = 80–число нарезаемых зубьев, q= 1 число заходов червячной фрезы.
Т030=78,2*1*80/(320*0,8)=24,44 мин
 Операция
035 .
Фрезерование шпоночного паза.
Операция
035 .
Фрезерование шпоночного паза.
Ф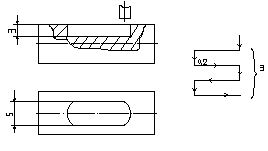 реза
шпоночная (концевая)
реза
шпоночная (концевая)
d=11 мм; z=5; Р18
t=0,2мм
S=472 мм/об.
VP= 30 м/мин [3, стр. 1028]
np=1000*30/(3,14*11)=868,5 мин-1
nп=900 мин-1
Vп=3,14*11*900/1000=31,08 м/мин
i=h/t (7.7)
h–глубина паза
i= 5/0,2=25
Т0=(l/ s)*i (7.8)
l=60-10=50мм
Т01=(50/472)*25=2,65мин
Размеры шпоночных канавок приняты по ГОСТ 23360-78
Операция 040 Шлифование опорных шеек (Станок 3М 151).
Ш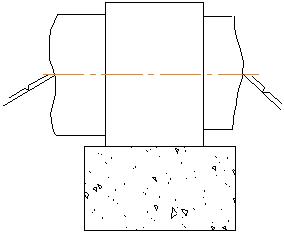 лифовальный
круг ПП 200х32х32 63С 25 СМ4 К ГОСТ2424-83 [2, стр.
378].
лифовальный
круг ПП 200х32х32 63С 25 СМ4 К ГОСТ2424-83 [2, стр.
378].
Шлифование производится методом врезания (радиальной подачи).
VP= Vп=30 м/с; Vд=14 м/мин [2, стр. 629].
nд=1000*14/(3,14*95)=46,9 мин-1
nд=50 мин-1
Sм =0,3 мм/мин [2, стр. 629].
S0= Sм/ nд=0,3/50=0,006 мм/об;
t=0,006 мм,
Т0=(L/ (nд. S0))*K (7.6)
L=zшл=0,12мм (см.табл. 6.1)
К– коэффициент, учитывающий выхаживание и доводку, К=1,5
Т0=0,12*1,5/(50*0,006)=0,6 мин.
Для двух опорных шеек Т0=1,2*2=2,4 мин
Операция 045 Шлифование поверхностей под колёса.
Аналогично операции 035
Операция 050 Повторное шлифование опорных шеек.
Аналогично операции 035
Операция 055 Повторное шлифование поверхностей под колёса.
Аналогично операции 035
Операция 060 Хонингование зубьев
Т0= 5мин
Все расчёты сводим в табл. 7.1
 Таблица
7.1
Таблица
7.1
Операция |
t, мм |
l, мм |
S, мм/об |
np/nп, мин-1 |
Vр/Vп, м/мин |
T0, мин |
005.1 |
2 |
66 |
0,7 |
382/400 |
120/126 |
0,23 |
005.2 |
2,5 |
13,5 |
0,7 |
955/1000 |
30/31,4 |
0,42 |
010.1 |
2,18 |
62 |
0,25 |
449,2/500 |
120/133,6 |
0,49 |
010.2 |
2 |
32 |
0,25 |
389,2/400 |
120/123,3 |
0,32 |
010.3 |
0,15 |
2,05 |
0,15 |
449,2/500 |
120/133,6 |
0,027 |
010.4 |
1,6 |
32 |
0,25 |
389,2/400 |
120/123,3 |
0,55 |
010.5 |
2,18 |
62 |
0,25 |
449,2/500 |
120/133,6 |
0,49 |
010.6 |
2 |
32 |
0,25 |
389,2/400 |
120/123,3 |
0,07 |
010.7 |
0,15 |
4 |
0,15 |
389/400 |
120/123,3 |
0,32 |
010.8 |
2 |
12 |
0,25 |
389,2/400 |
120/123,3 |
0,78 |
010.9 |
1,6 |
58,5 |
0,25 |
309/320 |
120/124 |
0,74 |
010.10 |
1,36 |
67,8 |
0,25 |
313/320 |
120/122,6 |
0,79 |
010.11 |
1,6 |
58,8 |
0,25 |
309/320 |
120/124 |
0,74 |
015.1 |
1,36 |
66,4 |
0,25 |
313/320 |
120/122,6 |
0,83 |
015.2 |
2 |
32 |
0,25 |
389,2/400 |
120/123,3 |
0,03 |
015.3 |
1,6 |
32 |
0,25 |
389,2/400 |
120/123,3 |
0,55 |
015.4 |
2,18 |
62 |
0,25 |
389,2/400 |
120/120,2 |
0,32 |
015.5 |
1,6 |
32 |
0,25 |
389,2/400 |
120/123,3 |
0,07 |
015.6 |
0,15 |
4 |
0,25 |
389/400 |
120/123,3 |
0,32 |
015.7 |
2 |
32 |
0,25 |
389/400 |
120/120,2 |
0,84 |
015.8 |
1,36 |
67,8 |
0,25 |
313/320 |
120/122,6 |
0,79 |
020.1 |
2 |
61 |
0,14 |
449,3/500 |
120/133,5 |
0,49 |
020.2 |
1,7 |
61 |
0,14 |
318,5/320 |
120/120,6 |
1,36 |
020.3 |
0,07 |
3 |
0,7 |
477,7/500 |
120/113 |
0,08 |
025.1 |
2 |
31 |
0,14 |
402,3/400 |
120/119,3 |
0,55 |
025.2 |
2 |
61 |
0,14 |
449,3/500 |
120/133,5 |
0,49 |
025.3 |
2 |
61 |
0,14 |
449,3/500 |
120/133,5 |
0,49 |
025.4 |
0,07 |
3 |
0,7 |
477,7/500 |
120/113 |
0,08 |
030 |
3,38 |
78,2 |
0,8 |
347-320 |
60/56,5 |
24,44 |
035 |
0,2 |
50 |
472мм/мин |
868/900 |
30/30м/с |
2,65 |
040 |
0,006 |
0,12 |
0,006 |
100,6/100 |
30/30м/с |
0,6 |
045 |
0,006 |
35 |
0,006 |
100,6/100 |
30/31,08м/с |
0,6 |
050 |
0,006 |
0,12 |
0,006 |
100,6/100 |
30/30м/с |
0,6 |
055 |
0,006 |
0,12 |
0,006 |
100,6/100 |
30/30м/с |
0,6 |
060 |
0,006 |
60 |
250мм/мин |
- |
25/18 |
5 |