4.Сверление отверстий
При сверлении различают сквозные, глухие и неполные отверстия. Высококачественное отверстие обеспечивается правильным выбором приемов сверления, а также правильными расположением сверла относительно обрабатываемой поверхности и совмещением оси сверла с центром (осью) будущего отверстия.
Подготовка и наладка станка. Перед началом работы на сверлильном станке необходимо прежде всего проверить исправность его заземления, протереть стол, отверстие шпинделя, проверить наличие ограждений' вращение инструмента (вхолостую), осевое перемещение шпинделя, Ра' боту механизма подачи, закрепление стола.
Подготовка станка к работе заключается в установке и закрепления режушего инструмента и заготовки, а также в определении режима резания - скорости и подачи. Сверло выбирают в соответствии с заданным диаметром отверстия и в зависимости от обрабатываемого материала. Выбирая диаметр сверла, следует помнить, что при работе сверлом в результате биения отверстие получается несколько большего размера, чем сверло. Средние значения разбивки отверстия приведены ниже.
Диаметр сверла, 5 10 25 50
Диаметр полученного отверстия, мм 5,03 10,12 25,2 50,28
Точность сверления в отдельных случаях можно повысить тщательным регулированием станка, правильной заточкой сверла или применением кондукторной втулки.
В зависимости от того, какой хвостовик имеет сверло — цилиндрический или конический, подбирают сверлильный патрон или соответствующую переходную втулку, а в зависимости от формы и размеров обрабатываемой детали выбирают то или иное приспособление для закрепления ее при сверлении.
Прежде чем установить патрон или переходную втулку, необходимо протереть как хвостовик, так и отверстие шпинделя. (Запрещаетcя протирание шпинделя при его вращении.)
Сверло вводят в отверстие шпинделя легким толчком руки. При установке сверла в патрон необходимо следить за тем, чтобы хвостовик жерла упирался в дно патрона, иначе при работе сверло может перемениться вдоль своей оси. Затем устанавливают приспособление или деталь на столе станка, предварительно очистив как поверхность стола, так упорную плоскость приспособления или самой детали.
Если сверлят сквозное отверстие, то во избежание повреждения под деталь помещают подкладку (если стол не имеет отверстия) точными параллельными плоскостями.
Порядок наладки станка на определенные частоту вращения и подачу зависит от конструкции станка. В одних станках это производят путем переброски ремня с одной ступени шкива на другую, в других - переключением с помощью рукояток зубчатых колес в коробках скоростей и подач.
Дня повышения стойкости режущего инструмента и получения чистой поверхности отверстия при сверлении металлов и сплавов следует использовать охлаждающие жидкости, которые в зависимости от марки обрабатываемого металла и сплава выбирают по справочникам.
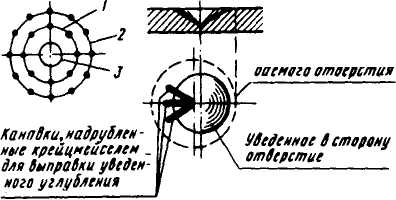
Сверление по разметке. По разметке сверлят одиночные отверстия. Предварительно на деталь наносят осевые риски, круговую Риску 1, определяющую контуры будущего отверстия, и контрольную Риску 2 диаметром, несколько большим диаметра будущего отверстия; затем кернят углубление в центре отверстия. Керновое отверстие окружности делают глубже, чтобы дать предварительное направление сверлу. Сверление осуществляют в два приема — сначала выполняют пробное сверление, а затем окончательное. Пробным сверлением при ручной получают углубление 3 размером около будущего отверстия.
После этого удаляют стружку и проверяют концентричность лунки и круговой риски 1. Если контуры углубления 3 (лунки) смещены относительно риски 1 будущего отверстия, то от центра лунки в ту сторону, куда нужно сместить центр отверстия, крейцмейселем прорубают две-три канавки. Затем вновь продолжают сверление и, убедившись в его правильности, просверливают окончательно.