

3. Техника измерения микрометром
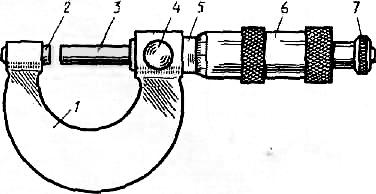
Микрометры предназначены для измерения наружных размеров деталей. Основная несущая деталь микрометра — скоба 1, с одной стороны которой имеется неподвижная измерительная пятка 2, а с другой — микрометрическая головка, состоящая из втулки-стебля 5, внутрь которой ввернут микрометрический винт 3 с шагом резьбы 0,5 мм, стопор 4 с закрепленным на винте барабаном 6 и трещоточное устройство 7. На наружной поверхности втулки-стебля 5 проведена продольная линия, ниже которой нанесены миллиметровые деления, а выше ее — такие же деления, сдвинутые относительно нижних на 0,5 мм. На коническом скосе барабана нанесена шкала нониуса с 50 равными делениями. При повороте микрометрического винта на один оборот его перемещения вдоль оси равно 0,5 мм (шагу винта). Цена одного деления нониуса равна 0,01 мм, т. е. при повороте на одно деление микрометрический винт перемещается вдоль оси на 1/50 шага (0,5:50 = 0,01 мм).
Микрометры выпускают с пределами измерений: 0...25, 25...50, 50...75; 75... 100; 100...125; 125...150; 150...175; 175... 200; 200...225; 225...250; 250...275; 275... 300; 300...325; 325...350; 350...375; 375... 400; 400...425; 425...450; 450...475 и... 500 мм.
Все микрометры (кроме микрометра с нижним пределом измерений, равным нулю) снабжаются установочными мерами. Для ограничения усилия нажатия винта на поверхность детали микрометрическая головка имеет трещоточное устройство 7, за которое и поворачивается головка при измерении.
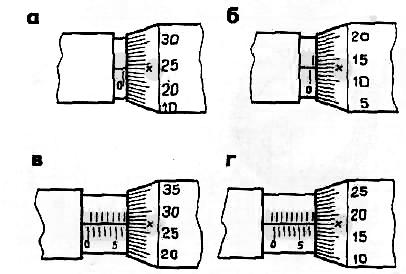
Измеряемый размер определяется суммой показаний основной шкалы на стебле и шкалы нониуса на барабане. Целое число миллиметров и половину миллиметра отсчитывают краем скоса барабана по шкале стебля. Сотые доли миллиметра определяют порядковым номером штриха на нониусе барабана, совпадающего с продольным штрихом стебля.
4.Техника измерения Индикаторными головками
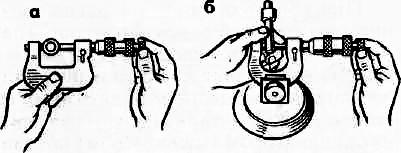
Индикаторы (микромеры) предназначены для проверки овальности, торцового и радиального биения, непараллельности, неплоскостности и других отклонений формы и расположения поверхностей деталей или целых узлов в собранном состоянии. При выполнении измерений индикатор устанавливают в стойках, штативах или специальных приспособлениях. На базе индикаторов разработано много конструкций различных измерительных приборов: рычажные скобы, рычажные микрометры, индикаторные глубиномеры, индикаторные нутромеры, индикаторные толщиномеры и т. д.
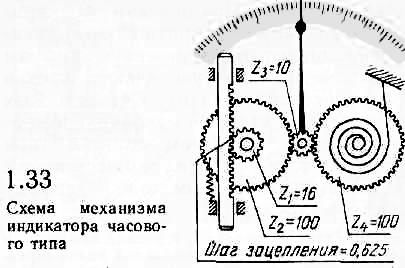
Наиболее характерным представителем индикаторов является прибор с зубчатой передачей — индикатор часового типа с ценой деления 0,01 мм и интервалами измерений 0...5 мм, 0...10 мм и малогабаритные 0...2 мм. Зубчатый передаточный механизм индикатора выполнен следующим образом:
верхняя часть измерительного стержня представлена в виде зубчатой рейки с шагом Р = 0,625 мм, которая находится в зацеплении с зубчатым колесом z = 16. На одной оси с ним закреплены малая стрелка указателя оборотов и промежуточное зубчатое колесо z2 = = 100. Это колесо находится в зацеплении с колесом Zз=10, на оси которого закреплена большая стрелка — указатель индикатора. Колесо z4 = 100 и спиральная пружина, закрепленная на нем, ликвидируют зазор в передаче при возвратно-поступательных перемещениях стержня.
Установку стрелки в нулевое положение производят вращением обода индикатора, соединенного с большой шкалой (циферблатом), или поворотом головки измерительного стержня. При перемещении измерительного стержня на 10 мм зубчатое колесо Z\ с малой стрелкой указателя оборотов совершает один оборот, так как 10 (0,625 • 16) = = 1. Зубчатое колесо z2 при перемещении измерительного стержня на 1 мм совершает 1/10 оборота, т. е. поворачивается на 10 зубьев, а колесо z3 с большой стрелкой, находящееся в зацеплении с колесом z2, совершает один оборот. Большая шкала разделена по окружности на 100 частей, что обеспечивает цену деления 0,01 мм. Целое число миллиметров отсчитывается малой стрелкой указателя оборотов по малой шкале. Сотые доли миллиметров отсчитываются большой стрелкой по большой шкале циферблата.
План-конспект урока производственного обучения
Занятие №4