1.Общие понятия
Разметкой называется операция нанесения на обрабатываемую заготовку или на поверхность материала, предназначенного для получения заготовки (лист, пруток, полоса и т. п.) разметочных линий (рисок). Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку в механическом цехе или на слесарном участке. Разметку применяют в единичном, опытном, мелкосерийном производстве, она также необходима в инструментальном производстве при изготовлении различных шаблонов, штампов, приспособлений. При изготовлении деталей большими сериями и в массовом производстве, когда применяют специальные приспособления, кондуктора, специальные и комбинированные инструменты, например набор фасонных фрез. При использовании станков с ЧПУ надобность в разметке отпадает.
2.Приспособления для разметки
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна. В нижней ее части имеются ребра жесткости, предохраняющие плиту от возможного прогиба под действием силы тяжести самой плиты и размечаемых деталей. Верхнюю, рабочую поверхность и боковые стороны плиты точно обрабатывают на строгальных станках и затем шабрят.
На рабочей поверхности больших плит иногда делают продольные и поперечные канавки, находящиеся на равных расстояниях одна от другой (200...250 мм) и образующие равные квадраты. Канавки, имеющие глубину 2...3 мм и ширину 1...2мм, облегчают установку на плите различных приспособлений.
Размер плиты выбирают так, чтобы ее ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки. Плиты больших размеров, например 6000X10000 мм, изготовляют составными из двух или четырех плит, которые скрепляют болтами и шпонками.
Малые плиты устанавливают на верстаки, столы или чугунные тумбы, большие ставят на кирпичные фундаменты или домкраты, размешенные на фундаменте. Высота от рабочей поверхности до пола должна составлять 800...900 мм для небольших плит и 700...800 мм - для плит большого размера.
Рабочая поверхность плиты устанавливается по уровню строго горизонтально. Горизонтальное положение небольших плит достигается установкой клиньев, а больших — с помощью домкратов или двойных клиньев с винтом.
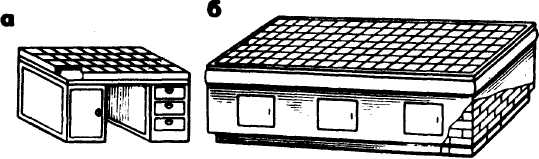
Разметочные плиты: а - на тумбах, б - на фундаменте
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щеткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом. Не менее одного раза в неделю плиту промывают скипидаром или керосином. Нельзя передвигать по плите размечаемые заготовки во избежание появления забоин и царапин.
Необработанные заготовки устанавливают не непосредственно на плиту, а на специальные подкладки или домкраты.
Применяемые при разметке инструменты и приспособления передвигают по плите плавно. Рабочую поверхность плиты рекомендуется натирать графитовым порошком.
Для особо крупных деталей целесообразно устанавливать несколько разметочных плит рядом на одном уровне.
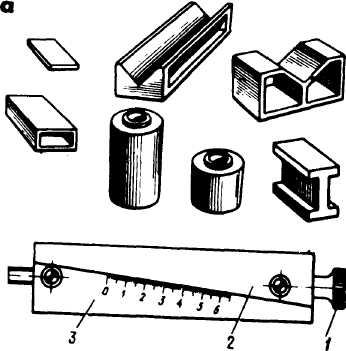
Плоскостность разметочных плит проверяют с помощью точной поверочной линейки и щупа (или папиросной бумаги). Линейку прикладывают ребром к рабочей поверхности разметочной плиты. Зазор между поверхностями линейки и разметочной плиты контролируют щупом. Толщина щупа, который проходит в щель между линейкой и разметочной плитой, не должна превышать 0,03 ...0,06 мм (в зависимости от размера плиты).
Рабочие поверхности шабреных плит, предназначенных для точной разметки, проверяют на краску с помощью поверочной линейки. Число пятен в квадрате 25X25 мм должно быть не менее 20.
Плиты размещают в наиболее светлой части помещения или под световым фонарем, в местах, где на них не может влиять вибрация от работающих станков.
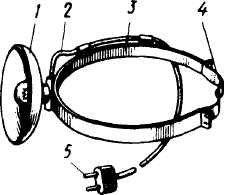
При разметке поверхностей (особенно внутренних) крупных деталей в качестве дополнительного источника света удобно пользоваться рефлекторным светильником конструкции В.Я. Коровина надеваемым на голову разметчика. Такой светильник удобен не только расположением источника света, но и тем, что не занимает рук разметчика. Он состоит из рефлектора 1, прикрепленного через шарнир к стальной ленте 3, которая стягивается резиновой лентой 4. В рефлектор вставляется электрическая лампочка на напряжение 12 В. Провод 2 с резиновой изоляцией прикреплен к стальной ленте и имеет штепсельную вилку 5.
Прежде чем приступить к разметке, заготовку устанавливают и выверяют разметочной плите, пользуясь для этого опорными подкладками, призмами и домкратами различных конструкций.
Подкладки служат для обеспечения правильной установки деталей при разметке, а также для предохранения разметочных плит от царапин и забоин. В зависимости от назначения подкладки бывают разных конструкций. Самыми простыми являются плоские опорные подкладки. Подкладки больших размеров выполняют пустотелыми цилиндрическими, призматическими, двутаврового сечения и др.
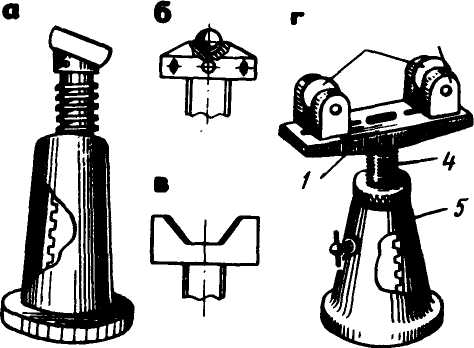
На верхнем конце винта закрепляют головки различной формы - плоскую шаровую (для установки необработанных деталей или призматическую для установки цилиндрических деталей.
Подъем и опускание заготовки осуществляют вращением винта
Роликовый домкрат дает возможность не только регулировать положение заготовки по высоте, но и свободно поворачивать ее в горизонтальной плоскости, что необходимо при разметке тяжелых заготовок. Домкрат имеет корпус 5 с широким основанием и отверстием с резьбой, в которое ввертывается винт 4. На винте установлена плита 1 с кронштейнами 3, в которых вращаются шлифованные закаленные бочкообразные ролики 2. Последние можно сдвигать и раздвигать соответственно размерам размечаемых деталей (заготовок). Выдвижные центры применяют для разметки цилиндрических деталей.