

Центрирование фланцев
 Цилиндрические фланцы чаще всего
центрируют буртиком, выполненным на
одном из фланцев и входящим в ответную
выточку на другом (рис.9.51, а). Диаметр
D1 обработанной поверхности
под головки болтов устанавливают так,
чтобы обеспечить фиксацию болтов от
проворачивания при затяжке.
Цилиндрические фланцы чаще всего
центрируют буртиком, выполненным на
одном из фланцев и входящим в ответную
выточку на другом (рис.9.51, а). Диаметр
D1 обработанной поверхности
под головки болтов устанавливают так,
чтобы обеспечить фиксацию болтов от
проворачивания при затяжке.
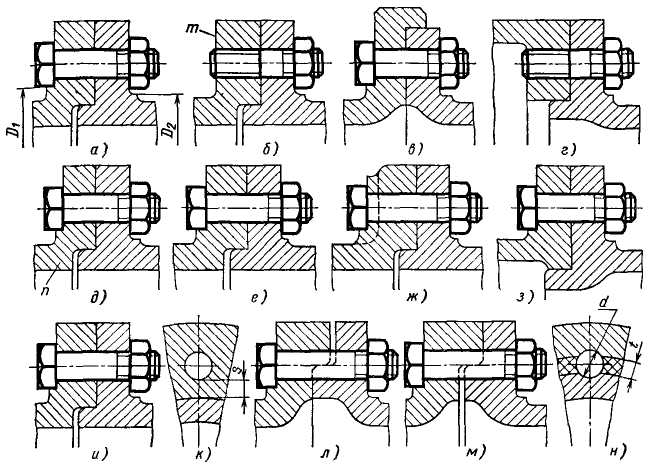
Рис. 9.51. Центрирование фланцев
Диаметр D2 поверхности под гайки выбирают из условия свободной затяжки гайки торцовым ключом.
В соединениях на шпильках (б) или ввертных болтах заднюю поверхность m фланца обычно оставляют необработанной. Применяют также центрирование фланцев наружным буртиком (в). Часто центрирующую выточку заменяют сквозной проточкой по наименьшему диаметру одного из фланцев (г).
Ошибкой является ослабление фланца центрирующей выточкой (д, участок п). Ослабление предотвращают утолщением фланца (е), введением усиливающих бобышек на участках расположения болтов (ж), или (если допускают габаритные размеры и условия отливки) - уменьшением диаметра центрирующей поверхности (з).
Стяжные болты лучше всего располагать в центре стыка (и). Если по конструктивным условиям необходимо смещение болтов с центровой линии, то расстояние
s от крайних точек отверстий под болты (к) следует делать не менее 5 — 6 мм.
В отдельных случаях с целью сокращения габаритов центрирующую ступеньку выполняют на участке расположения крепежных болтов (л, м). Этот способ применим только для соединений на болтах; нарезание резьбы в ступенчатых отверстиях, а также ввертывание в них крепежных деталей затруднительно. Ступенчатые отверстия обрабатывают в сборе, что усложняет изготовление. Следует избегать расположения центрирующего уступа для соединений л выше центровой линии, а для соединений м — ниже центровой линии, так как возле отверстий появляются острые усы, легко ломающиеся в эксплуатации и ухудшающие форму уплотнительных прокладок. Приемлемый интервал расположения центрирующего уступа t = 0,5d, где d — диаметр отверстия (н).
Фланцы некруглой формы фиксируют установочными (контрольными) штифтами. Неответственные детали (крышки, кожухи и т. д.) фиксируют относительно привалочных поверхностей крепежными болтами.
Диаметр и шаг болтов во фланцевых соединениях. Выбор диаметра крепежных болтов и шага их расположения зависит от многих факторов, главными из которых являются условия работы, материал деталей и жесткость конструкции. Требования совершенно различны для соединений, подверженных действию небольших статических нагрузок и силовых соединений; испытывающих высокие циклические и динамические нагрузки; работающих под давлением и нуждающихся в полной герметичности.
Для простейших случаев (фланцевые соединения, нагруженные небольшими силами, не подверженные действию внутреннего давления и повышенных температур), можно рекомендовать следующие ориентировочные соотношения.
Диаметр болтов крепления цилиндрических фланцев
d = 6+ (0,015 - 0,018)D, где D — средний диаметр фланца.
Толщина фланцев для деталей: из серого чугуна и легких сплавов
h = 6 + (0,022 - 0,025) D;
стальных и из высокопрочного чугуна h = 4 + (0,022 ~ 0,025) D.
Шаг болтов l = ad. Для нежестких фланцев малого размера (рис. 9.52, а) а = 5 ~ 6; для фланцев средней жесткости а = 5 ~ 8 (рис. 9.52, б); для фланцев повышенной жесткости, стягиваемых крупными болтами, а = ~ 8 -10 (рис. 9.52, в).
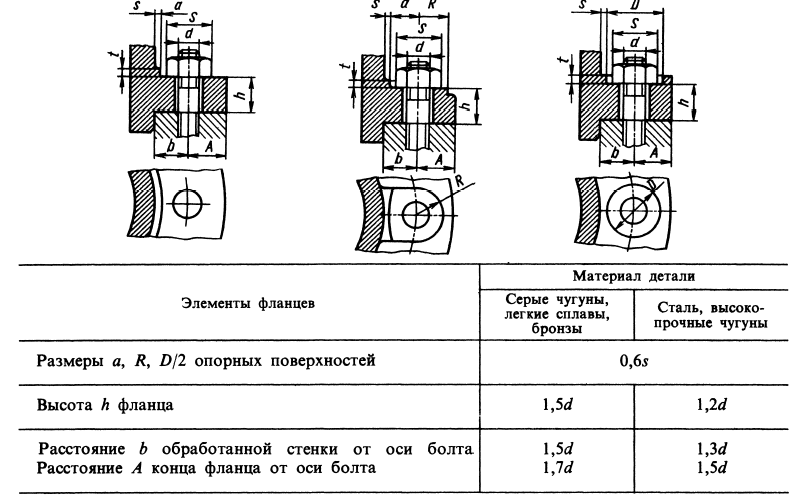
Рис 9.52. Минимальные размеры литых фланцев