

3. Лабораторная работа № 2
Изготовление заклепочных соединений
Цель лабораторной работы – закрепление теоретических знаний на практике, знакомство с оборудованием и технологией получения заклепочного соединения.
Работа состоит из двух частей:
• изготовление заклепочного соединения встык с помощью штампованных заклепок;
• изготовление заклепочного соединения внахлест с помощью вытяжных заклепок.
3.1. Заклепочные соединения
3.1.1. Краткие сведения о заклепочных соединениях
Заклепочные соединения применяют для скрепления листового и профильного проката, в художественных изделиях, например, для присоединения монументальных скульптур к каркасу, а также для прикрепления декоративных и прочих накладок. Кроме того, заклепочные соединения часто находят применение в кузнечной ковке с целью соблюдения принципа единства технологий. Также данный вид соединения часто используется для соединения несвариваемых материалов деталей (металл с деревом и др.), а также не допускающих нагрева материалов. Заклепочные соединения используются в самолетостроении, судостроении, при изготовлении кузовов автобусов, троллейбусов и во многих других отраслях.
Заклепка – стержень круглого поперечного сечения с головками на концах, одна из которых, называемая закладной, изготавливается одновременно со стержнем, а другая, называемая замыкающей, выполняется в процессе клепки. Замыкающая головка может быть получена машинным или ручным способом. Машинный способ клепки производителен, но требует специального оборудования. Ручной способ прост в изготовлении, не требует специального оборудования, но является малопроизводительным.
Стальные заклепки обычно изготавливают из сталей Ст2, Ст3, 09Г2 и др. Для соединения элементов из сталей повышенного качества целесообразно применять заклепки из тех же сталей, если это возможно по условиям их пластического деформирования. Из легких сплавов для заклепок применяют В65, Д15 и др. Соотношения размеров стандартной заклепки с полукруглой головкой представлены на рис. 11.

Рис. 11. Полукруглая головка заклепки, изготовленная методом
холодной штамповки:
d – диаметр стержня заклепки; при d = 16 мм или меньше: D – диаметр головки
заклепки, D = 1,75d; K – высота головки заклепки, K = 0,6d; L – длина заклепки
Диаметр заклепок в односрезных соединениях выбирают равным (1,8…2,0)S, в двухсрезных (1,2…1,8)S, где S – толщины соединяемых элементов. Большие значения принимаются при малых S.
Минимальный шаг размещения заклепок определяется удобством клепки, максимальный – условиями плотного соприкосновения листов и зависит от жесткости соединяемых элементов. Обычно шаг в однорядном односрезном соединении равен 3d, в двухсрезном – 3,5d, где d – диаметр стержня заклепки. В двухрядных соединениях шаг в 1,5 раза больше. Соотношения диаметров заклепки и стержня представлены на рис. 12.
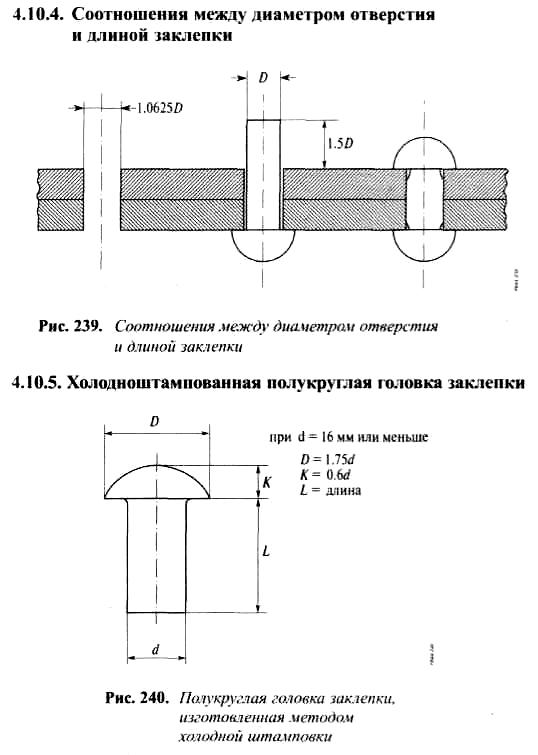
Рис. 12. Соотношения между диаметром отверстия и длиной заклепки
Элементы заклепки представлены на рис. 13.
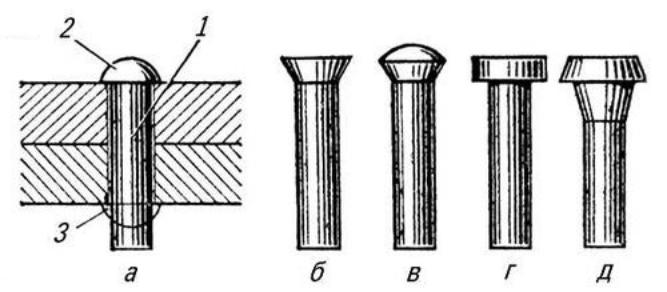
Рис.13. Элементы заклепки: 1 – стержень заклепки; 2 – закладная головка;
3 – замыкающая головка
Основными видами заклепочных соединений являются соединение внахлест и соединение встык с одной или двумя накладными пластинами (рис. 14).
При соединении деталей предпочтительнее использовать заклепки из того же материала, что и соединяемые детали, например, медные листы рекомендуется соединять медными заклепками, алюминиевые – алюминиевыми и т. п.
Для облегчения соединения деталей диаметр отверстия выполняется несколько большим, чем диаметр стержня заклепки. В результате клепки стержень заклепки осаживается и плотно заполняет отверстие.
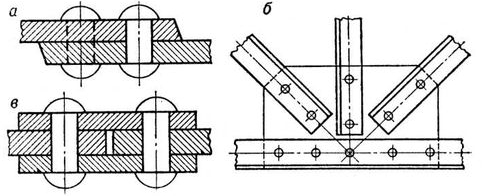
Рис. 14. Заклепочные соединения:
а – внахлестку двухрядным швом; б – встык с одной накладкой; в – встык с двумя накладками однорядными швами
Основные параметры заклепочных швов внахлест представлены на рис. 15.

а
б
Рис. 15. Основные параметры заклепочных соединений внахлест: а – однорядное заклепочное соединение; б – двухрядное заклепочное соединение