

2.2. Технология изготовления резьбового соединения
2.2.1. Нарезание резьбы на стержне
Художественно-промышленные изделия зачастую изготавливаются малыми партиями, иногда в единственном экземпляре. Часто при сборке изделий используются нестандартные соединительные детали, которые могут служить декоративными элементами. Например, в художественной ковке болты могут быть изготовлены с головкой в виде цветка и т. п.
Поэтому на нестандартных крепежных элементах резьбу практичнее нарезать вручную или на токарно-винторезном станке с помощью метчика и плашки. На стержнях резьбу нарезают плашками.
Заготовки представляют собой цилиндрические стержни различного диаметра. Стержни отрезают до необходимой длины вручную ножовкой по металлу или на отрезных станках.
Резка заготовок вручную пилой по металлу малопроизводительна, но не требует дополнительного оборудования и эффективна при единичном и мелкосерийном производстве.
Отрезка на станках осуществляется абразивными кругами и ножовочными полотнами. Данный способ является производительным, но требует оснащения дополнительным оборудованием, например вытяжной вентиляцией средствами индивидуальной защиты.
Для изготовления винтовой нарезки на болтах служат плашки, которые представляют собой закаленную стальную гайку с прорезями, образующими режущие кромки (рис. 4). Плашки вставляют в особую державку с ручками – клупп (рис. 5).
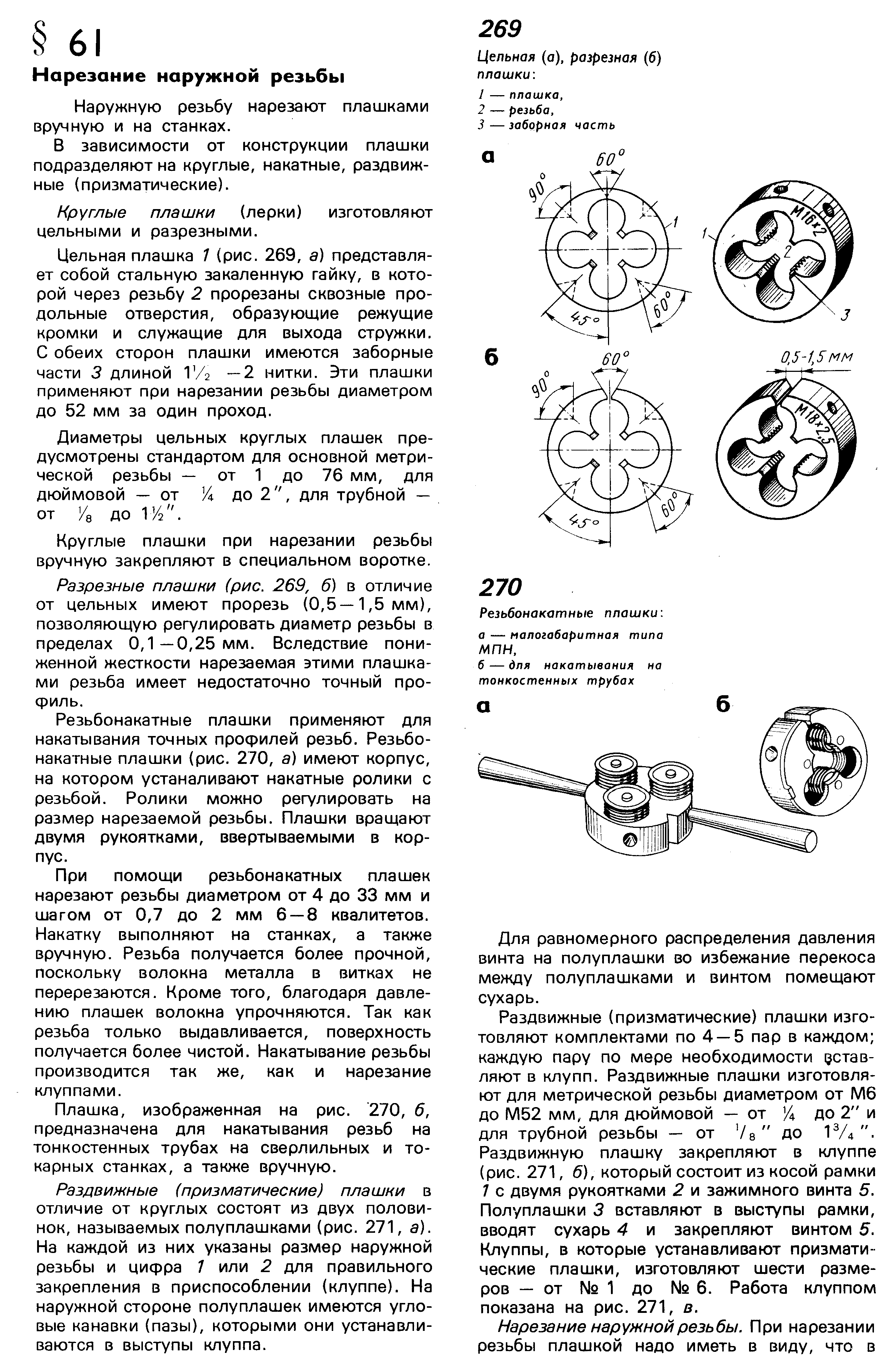
Рис. 4. Конструкция плашки: а – цельная; б – разрезная; 1 – плашка; 2 – резьба;
3 – заборная часть
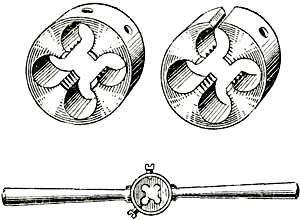
Рис. 5. Державка плашки – клупп
Нарезка резьбы вручную делается следующим образом (см. рис. 6). Зажимают в тисы стержень соответствующего диаметра и длины со снятой на конце фаской.
Клупп с плашкой устанавливают на торец стержня таким образом, чтобы ось плашки совпала с осью заготовки (рис. 6). Это позволит избежать перекоса при нарезании резьбы. Затем, держась обеими руками за рукоятку клуппа, слегка надавливают на клупп и одновременно медленно вращают его по часовой стрелке. Для облегчения нарезания резьбы инструмент и заготовку-стержень в месте резьбы смазывают небольшим количеством машинного масла.
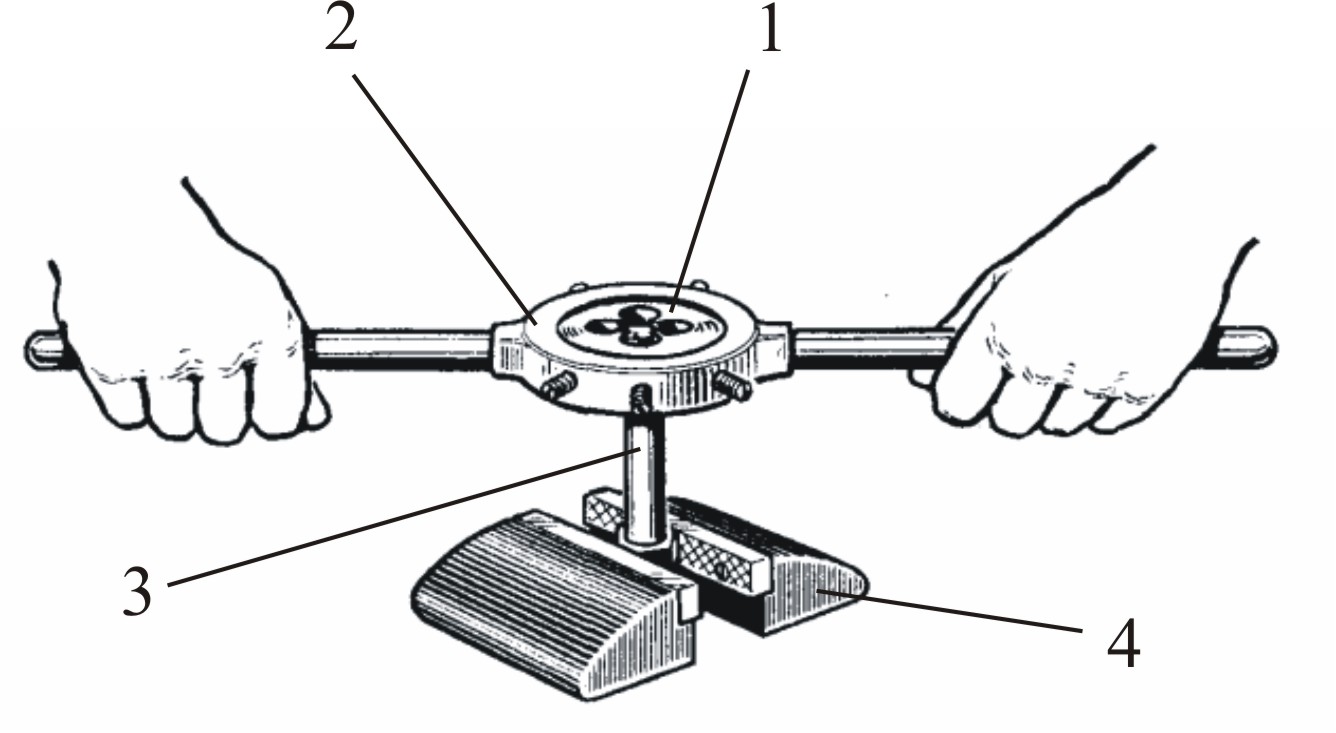
Рис. 6. Нарезание резьбы плашкой вручную:
1 – плашка; 2 – клупп; 3 – заготовка; 4 – тисы
Поворачивать клупп необходимо с небольшим усилием. Если усилие при нарезании резьбы возрастает, необходимо сделать пол-оборота или один оборот назад, затем продолжить нарезку резьбы. Если и в этом случае плашка упирается и не нарезает резьбу, то необходимо вывернуть плашку со стержня, прочистить ее от стружек, смазать машинным маслом и продолжить нарезание резьбы до определенной длины.
2.2.2. Нарезание резьбы в гайке
В зависимости от конструкции и назначения изделия, размеров и формы деталей, заготовка для гайки в сечении может быть различной формы – круглой, прямоугольной, шестигранной или другой сложной формы.
Для изготовления гайки предварительно в заготовке сверлят отверстие. Заготовку закрепляют в тисах на вертикально-сверлильном станке. На заготовке размечают центр будущего отверстия и кернят, чтобы сверло не смещалось на плоскости во время сверления. В патрон вертикально-сверлильного станка устанавливают сверло, по диаметру меньшее, чем диаметр будущей резьбы. Диаметр сверла подбирают в зависимости от диаметра и шага резьбы. При нарезании резьбы материал частично «выдавливается», поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы.
Скорость вращения инструмента (сверла) подбирают в зависимости от материала, т. к. резьбу можно нарезать как в разных по твердости металлах, так и в пластике, пластмассе и других материалах. Просверлив отверстие, заготовку переустанавливают в тисы на рабочем столе. Диаметр отверстия определяют по справочным таблицам, но когда это невозможно, диаметр вычисляют по формуле
D=d - P, (1)
где D – диаметр отверстия, мм; d – диаметр нарезаемой резьбы, мм; P – шаг резьбы, мм.
В отверстии резьбу нарезают метчиком (рис. 7). Метчик представляет собой закаленный стержень с винтовой резьбой. В зависимости от назначения метчики делят на ручные, машинно-ручные, гаечные и плашечные. В зависимости от профиля нарезаемой резьбы метчики делят на пять типов: для метрической, дюймовой, трубной, трапецеидальной и конической резьбы. Метчик состоит из двух основных частей: рабочей и хвостовой. Чтобы он мог резать и оставлять за собой на стенках отверстия нарезку, на его теле имеются три или четыре продольные канавки, образующие на резьбе метчика режущие грани и служащие также для удаления опилок. Метчиками нарезается треугольная (метрическая) резьба.
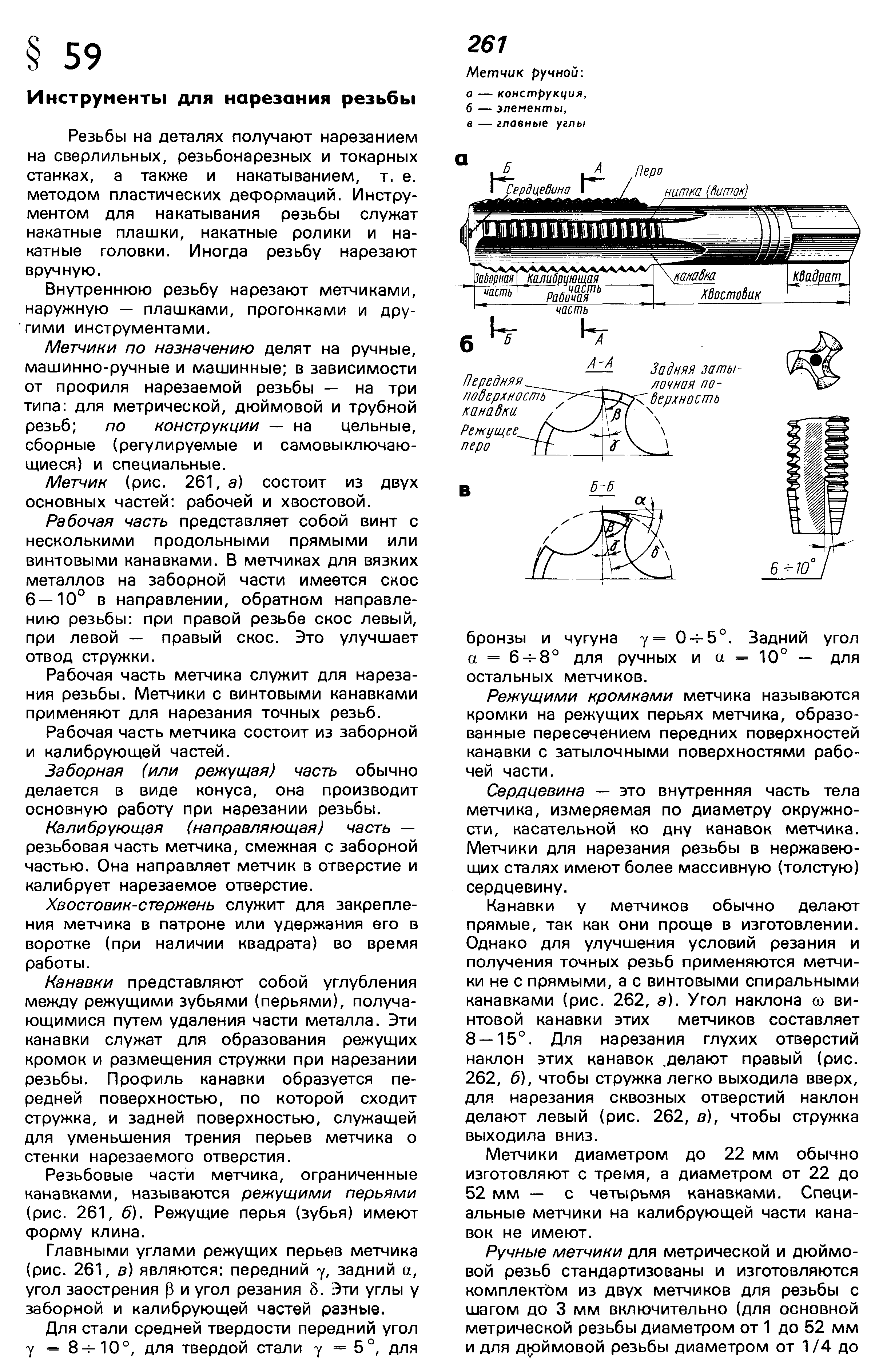
Рис. 7. Метчик ручной: а – конструкция; б – элементы; в – главные углы
Нарезка отверстий обычно выполняется двумя или тремя метчиками. Сначала берется метчик с неполной нарезкой 1, у которого резьба конически срезана. Этот метчик делает в отверстии неглубокую лентообразную нарезку, которую углубляют более полным метчиком 2, иногда требуется прохождение третьим метчиком 3, почти цилиндрической формы (рис. 8).
1 2 3
Рис. 8. Комплект метчиков: а – черновой; б – средний; в – чистовой