

3.1.2. Способы изготовления заклепочных соединений
Существуют машинный и ручной способы изготовления заклепочных соединений.
В массовом производстве эффективнее машинный способ клепки.
При заклепке замыкающая головка может быть образована несколькими способами: прессованием (прессовая клепка) или ударом (ударная клепка). Последняя производится клепальными молотками, но большее распространение получила прессовая клепка, которая производится на клепальных машинах-прессах и автоматах.
При единичном производстве эффективнее использовать ручной способ клепки, при котором оборудованием является молоток или простое приспособление – оправка (рис. 16).
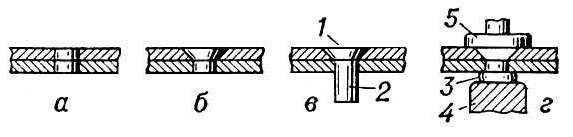
Рис.16. Основные операции клепки:
а – образование отверстия; б – образование гнезда под потайную головку;
в – вставка заклепки; г – образование замыкающей головки; 1 – закладная головка;
2 – стержень; 3 – замыкающая головка; 4 – обжимка; 5 – поддержка
3.1.3. Ручной способ клепки
Перед клепкой в соединяемых деталях необходимо просверлить отверстия на вертикально-сверлильном станке или с помощью ручной электродрели. Другим способом получения отверстий является пробивка. Часто пробивку совмещают с последующим сверлением, т. к. при пробивке края отверстия получаются рваными с микротрещинами, что может привести к срезу головки заклепки при динамичных нагрузках. В соединении рекомендуется устанавливать не менее двух заклепок.
Склепываемые листы осаживают (уплотняют) с помощью натяжки, которую устанавливают так, чтобы выступающий конец стержня вошел в ее отверстие (рис. 17).
В процессе клепки сначала несколькими ударами молотка осаживают стержень, затем боковыми ударами молотка придают полученной головке необходимую форму (рис. 18), после чего обжимкой окончательно оформляют замыкающую головку (рис. 19).

Рис. 17. Осаживание заклепываемых листов с помощью натяжки:
1 – натяжка; 2 – поддержка

а б
Рис. 18. Осаживание стержня заготовки: а – придание формы замыкающей головке при помощи молотка; б – осаживание стержня
Рис. 19. Окончательное оформление замыкающей головки с помощью
обжимки: 1 – обжимка; 2 – поддержка
При выполнении шва с потайными головками под закладную головку ставят плоскую поддержку, ударяют точно по оси заклепки. Во избежание образования неровностей клепку выполняют не подряд, а через два-три отверстия, начиная с крайних, после чего производят клепку по остальным отверстиям.
3.1.4. Виды и причины брака клепки
У плохо поставленной заклепки срубают головку, а затем бородком выбивают стержень. Заклепку можно также высверлить. Для этого закладную головку накернивают и сверлят на глубину, равную высоте головки. Диаметр сверла берут немного меньше диаметра заклепки. Недосверленную головку надламывают бородком, затем выбивают заклепку.
После сборки заклепочные соединения подвергают тщательному наружному осмотру: проверяют состояние головок заклепок и склепанных деталей. Плотность прилегания соединенных деталей определяют щупом. Головки заклепок и расстояние между ними проверяют шаблонами.