

Пример маркировки круга шлифовального прямого профиля: Пример маркировки круга алмазного шлифовального плоского прямого профиля без корпуса:

Рис.40,в. Обозначения типоразмеров абразивных ШК
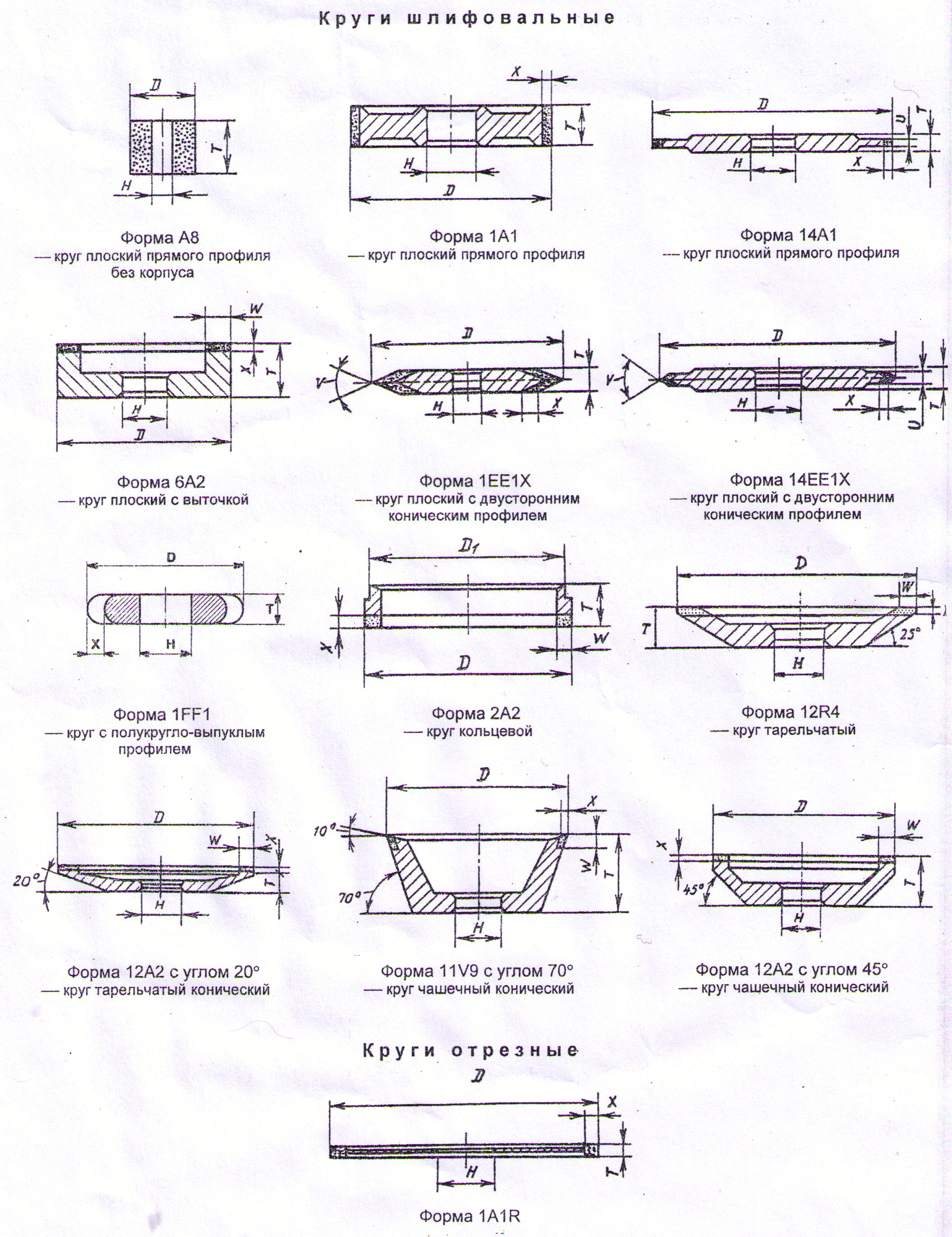
Рис.40,г. Обозначения типоразмеров алмазных и эльборовых
шлифовальных и отрезных кругов
Централизованная заточка РИ позволяет внедрить прогрессивные способы заточки и сократить расход инструментов в среднем на 5%.
Во всех случаях, допускаемых условиями формообразования шлифовального круга и инструмента, заточку рекомендуют производить торцом чашеконического шлифовального круга, так как при прочих равных условиях такое шлифование в 1,5 – 3 раза производительней периферийного, обеспечивает меньшую шероховатость обработанной поверхности. Однако при этом из-за относительно большой площади контакта круга с обрабатываемым инструментом повышается температура в зоне шлифования, что приводит к ухудшению структуры поверхностного слоя РИ.
Наиболее часто встречающимся дефектом заточки является отклонения геометрических параметров от заданных, прижоги на БРС, микротрещины на твёрдосплавных пластинах, высокая шероховатость рабочих поверхностей.
Толщина слоя, снимаемого при переточке (заточка+доводка) складывается из 2-х величин (рис. 41):
1 )
величина съема, необходимая для
восстановления геометрии РИ (величина
Сп
по передней и Сз
по задней
поверхностям) и удаления образовавшегося
при эксплуатации РИ дефектного слоя;
)
величина съема, необходимая для
восстановления геометрии РИ (величина
Сп
по передней и Сз
по задней
поверхностям) и удаления образовавшегося
при эксплуатации РИ дефектного слоя;
2) глубина дефектного слоя после заточки РИ (величина ап по передней и аз по задней поверхностям).
Толщина слоя (припуск) снимаемого за одну переточку резца по задней поверхности равен:
![]()
где
![]() - величина допускаемого износа по задней
поверхности; допускаемый
износ
у твердосплавных резцов зависит от вида
обработки и обрабатываемого материала
(табл.
4):
- величина допускаемого износа по задней
поверхности; допускаемый
износ
у твердосплавных резцов зависит от вида
обработки и обрабатываемого материала
(табл.
4):
Таблица 4
Характер обработки |
Обрабатываемый материал |
hз, мм |
Черновое точение |
Сталь Чугун |
1,0…1,4 0,8…1,0 |
Чистовое точение |
Сталь Чугун |
0,4…0,6 0,6…0,8 |
Толщина слоя (припуск) снимаемый за одну переточку резца по передней поверхности равен:
![]() ,
,
где
![]() - глубина лунки на передней поверхности;
обычно
составляет 0,2-0,4 мм.
- глубина лунки на передней поверхности;
обычно
составляет 0,2-0,4 мм.
Припуски
на доводку по задней
![]() и по передней
и по передней
![]() поверхностям примерно равны и составляют
0,10…0,25 мм;
поверхностям примерно равны и составляют
0,10…0,25 мм;
В зависимости от характера износа РИ, его заточка может быть выполнена только по задней, или только по передней, или по обеими поверхностям.
Необходимость выполнения доводки после заточки объясняется следующими обстоятельствами. После самой операции заточки из-за наличия высоких температур и напряжений в зоне шлифования на затачиваемой поверхности образуется дефектный слой, который необходимо убрать операцией доводки, которая имеет следующие особенности:
1) в качестве абразивного материала используются или алмазы (искусственные), или кубический нитрид бора;
2) меньше величина снимаемого припуска;
3) более щадящие режимы шлифования (поперечная подача и продольная подачи – меньше чем при заточке).
Доводка позволяет повысить стойкость РИ в 1,5 – 5 раз.