

Заклепочные соединения
Заклепочные соединения применяют для создания прочных швов в металлоконструкциях, герметичных швов в резервуарах и прочноплотных швов в паровых котлах, а также в случаях, затрудняющих использование сварки.
Основным элементом заклепочного соединения служит заклепка, представляющая собой цилиндрический стержень с расположенными по его концам головками, из которых закладную делают заранее перед постановкой заклепки.
При клепке происходит силовое воздействие на свободный конец заклепки, формируется замыкающая головка и расклепывается стержень, плотно заполняя все отверстие. Силовое воздействие может быть как ручным, так и машинным.
Клепка бывает горячей, при которой заклепки перед постановкой в гнезда нагревают до температуры 1000—1100°С (светло-красный цвет), и холодной, применяемой для заклепок диаметром менее 12 мм. Используют также смешанную клепку, во время которой нагревают только свободный конец заклепки.
Заклепки, поставленные горячим способом, создают большую силу сжатия склепываемых листов и трения между ними, что облегчает работу заклепочного соединения. При постановке заклепок холодным способом более плотно заполняются отверстия.
В качестве материала для изготовления заклепок применяют вязкие стали, для специальных случаев — медь, латунь, алюминиевые сплавы. Заклепки из цветных металлов ставят только в холодном состоянии.
Материал заклепок должен быть достаточно пластичным для обеспечения возможности формирования головок и однородным с материалом соединяемых деталей во избежание электрохимической коррозии. Стальные заклепки обычно изготовляют из сталей Ст2, СтЗ, 15, 09Г2 и др. Из легких сплавов для заклепок применяют сплавы В65, АД1 (на основе алюминия) и ОТ4, ВТ16 и др. (на основе титана).
Д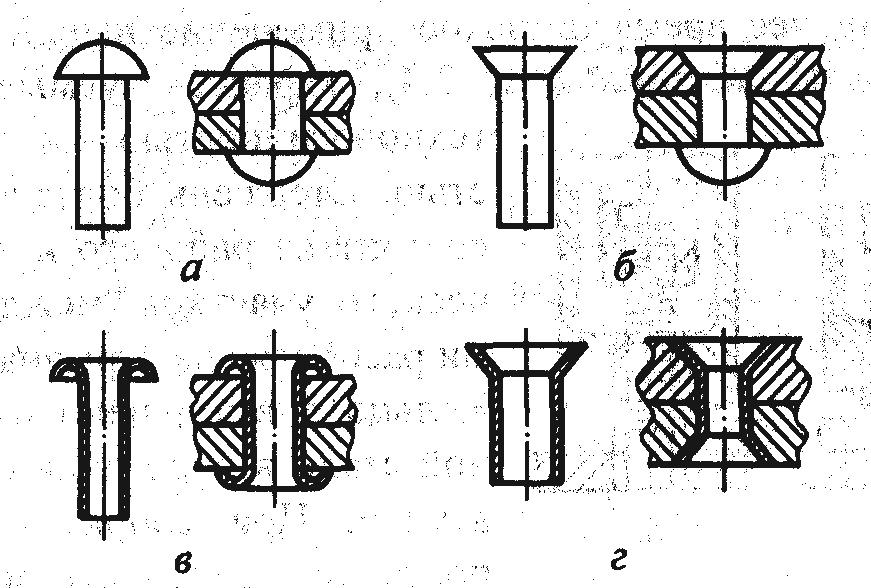 иаметр
отверстия под заклепку должен превышать
диаметр заклепки на 0,5—1 мм. Отверстие
выполняют путем сверления или пробивания
с последующей просверловкой.
иаметр
отверстия под заклепку должен превышать
диаметр заклепки на 0,5—1 мм. Отверстие
выполняют путем сверления или пробивания
с последующей просверловкой.
Размер и форма сплошных заклепок для прочных и плотнопрочных швов определены соответствующими ГОСТами.
Конструкции некоторых видов стандартных заклепок и варианты соединения деталей с помощью этих заклепок показаны на рис. 9.
Рис. 9. Некоторые виды стандартных заклепок.
Заклепки со стальным стержнем (рис. 9, а, б) применяют в основном при выполнении прочных и прочноплотных соединений. Пустотелые заклепки (рис. 9, в, г) — при соединении тонких листов и неметаллических деталей, не допускающих больших нагрузок.
И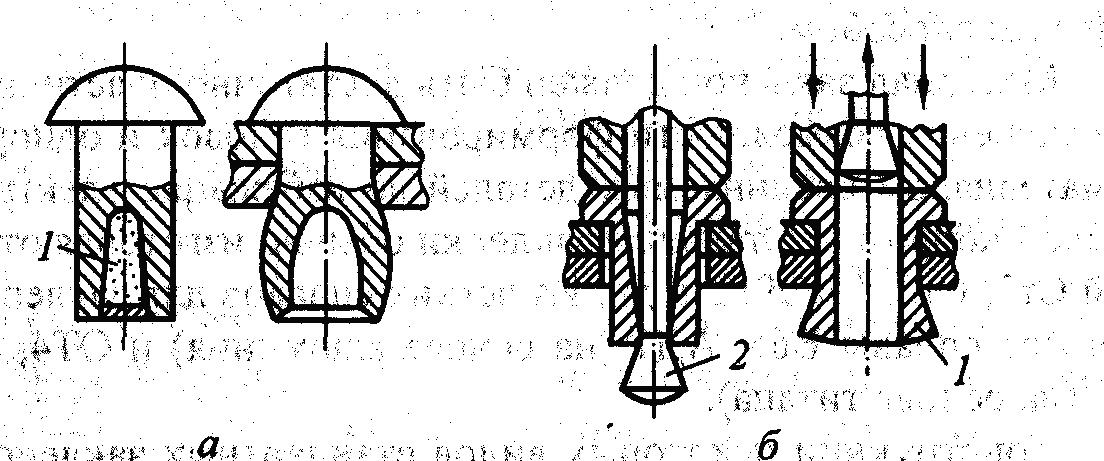 спользуют
также специальные заклепки. На рис. 10,
а в
качестве примера показана взрывная
заклепка, применяемая в случае
невозможности образования замыкающей
головки обычным способом, например в
труднодоступных местах. Взрыв, вызывается
нагревом заклепки или ударом. Если нет
доступа к замыкающей головке, используют
заклепки с односторонним доступом
(рис.10, б). Замыкающая
головка 1
в таких заклепках образуется при
протягивании стержня 2
с наконечником через коническое отверстие
заклепки.
спользуют
также специальные заклепки. На рис. 10,
а в
качестве примера показана взрывная
заклепка, применяемая в случае
невозможности образования замыкающей
головки обычным способом, например в
труднодоступных местах. Взрыв, вызывается
нагревом заклепки или ударом. Если нет
доступа к замыкающей головке, используют
заклепки с односторонним доступом
(рис.10, б). Замыкающая
головка 1
в таких заклепках образуется при
протягивании стержня 2
с наконечником через коническое отверстие
заклепки.
Рис. 10. Специальные заклепки.
В
последнее время широкое применение
нашли так называемые болты-заклепки
(рис. 11), характеризуемые высокой
технологичностью и надежностью. Стержень
болта-заклепки 1 состоит
из рабочего и технологического участков,
между которыми расположена отрывная
шейка 2. Кольцо,
5
выполнено из пластичной стали в виде
цилиндрической втулки. При сборке
соединения постановочный инструмент
захватывает стержень за технологический
хвостовик 4, а
фильера 3,
перемещаясь в противоположном
постановочному инструменту направлении,
сжимает пакет. При этом одновременно
происходит обжим и формирование
замыкающей головки. После достижения
требуемой степени сжатия пакета и
полного обжатия кольца технологический
хвостовик о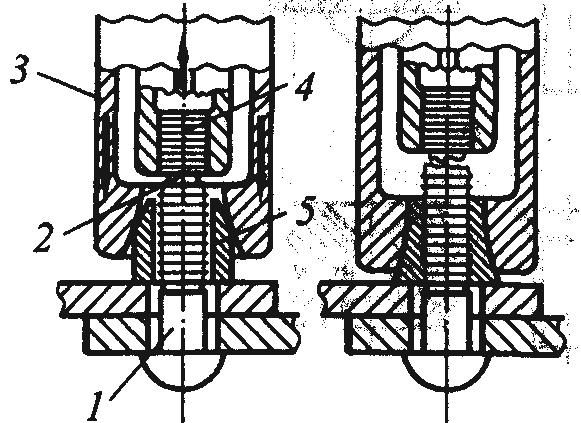 брывается.
брывается.
Рис. 11. Болт-заклепка.
По конструкции заклепочные соединения подразделяют на: соединения внахлестку, с одной накладкой и с двумя накладками. Первые два соединения являются односрезными, последнее — двухсрезным. По числу рядов заклепок соединения бывают одно- и многорядные.
Стандартные вытяжные заклепки позволяют осуществить неразъемное соединение с доступом только с одной стороны. Они производятся различной длины и диаметров, бывают с куполообразным (стандартным), увеличенным и потайным бортиком, могут быть из алюминия, стали, нержавейки, меди, в зависимости от вида применения. Для некоторых применений имеют специальную конструкцию: закрытые, многозажимные, лепестковые, рифленые, контактные и самоперфорирующие.
Усиленные вытяжные заклепки позволяют осуществить неразъемное соединение с доступом только с одной стороны. Усиленные заклёпки изготавливают из алюминия, стали, нержавейки, в зависимости от вида применения. При установке создают надежное соединение, сравнимое по структуре с соединением полнотелой заклепкой. Обладают высокой сопротивляемостью к нагрузкам на растяжение и сдвиг. Они подходят для закрепления предметов подверженных вибрации. Главный сектор применения: корпуса автомобилей, металлические контейнера, электрошкафы и др.
Штифты с обжимным кольцом - это система быстрой установки для сборки частей испытывающих высокие механические нагрузки или подвергающиеся высокой вибрации. Состоят из штифта и обжимающего кольца, штифт имеет насечки для жёсткой фиксации обжимного кольца. При установке требуется доступ с обратной стороны. Выпускаются различных длин и диаметров, в зависимости от толщины пакета и нагрузок. Материал: сталь, алюминий и нержавейка.
Заклепочные гайки и болты являются эффективным решением для получения наружной или внутренней резьбы на тонкостенной детали, в том числе и цилиндрической. Они устанавливаются в предварительно подготовленное (пробитое или просверленное) отверстие с одной стороны, обжимаются вытягиванием штока инструмента с формированием с обратной стороны замыкающего бортика. Материал: сталь, нержавейки, алюминия и бронзы.
Достоинства заклепочных соединений:
1. Высокая прочность и надежность соединения.
2. Простота контроля качества соединения.
3. Возможность соединения деталей из любых материалов.
4. Неизменность физико-химических свойств материалов соединяемых деталей.
5. Высокая работоспособность при ударных и повторно-переменных нагрузках.
6. При разборке скрепляемых деталей (разрушении заклепок), соединяемые детали обычно почти не повреждаются и могут быть использованы повторно.
Недостатки заклепочных соединений:
1. Неполное использование материала соединяемых деталей в результате их ослабления заклепочными отверстиями.
2. Сложность технологического процесса изготовления клепаных конструкций.
3. Трудность соединения деталей сложной конструкции.
4. Соединение деталей встык требует применения специальных накладок.
5. Заклепки и соединяемые детали должны быть однородными, с одинаковым температурным коэффициентом линейного расширения.
Расчет заклепочных соединений. В соответствии с обычными условиями работы заклепочных соединений основными нагрузками для них являются продольные силы, стремящиеся сдвинуть соединяемые детали друг относительно друга. При нагружении заклепочного соединения продольными силами нагрузка передается силами трения. В случае если заклепка установлена в отверстие без зазора или с натягом, то тело заклепки также принимает участие в работе. Условие равновесия внешних и внутренних сил может быть записано в виде
F1 = σрS f + τ'S i,
где F1— внешняя нагрузка, отнесенная к одной заклепке; σр и τ' — соответственно напряжения растяжения и среза в поперечном сечении заклепки; S — площадь сечения заклепки; f — коэффициент трения между соединяемыми деталями; i —- число срезов.
В связи с неопределенностью напряжения σр, зависящего от особенностей техпроцесса клепки, на практике в расчетах силу трения не учитывают, используя более простой расчет по условным напряжениям среза (см. рис. 12). В этом случае условие прочности может быть записано в виде
τcp = F1 / (S i) [τ]cp,
где [τ]cp — условное допускаемое напряжение заклепки на срез. Из этого условия, задавшись [τ]cp, можно определить F1.
Рис. 12. Расчетные схемы односрезного (а) и двухсрезного (б) заклепочных соединений (исправьте обозначение толщины S на t).
П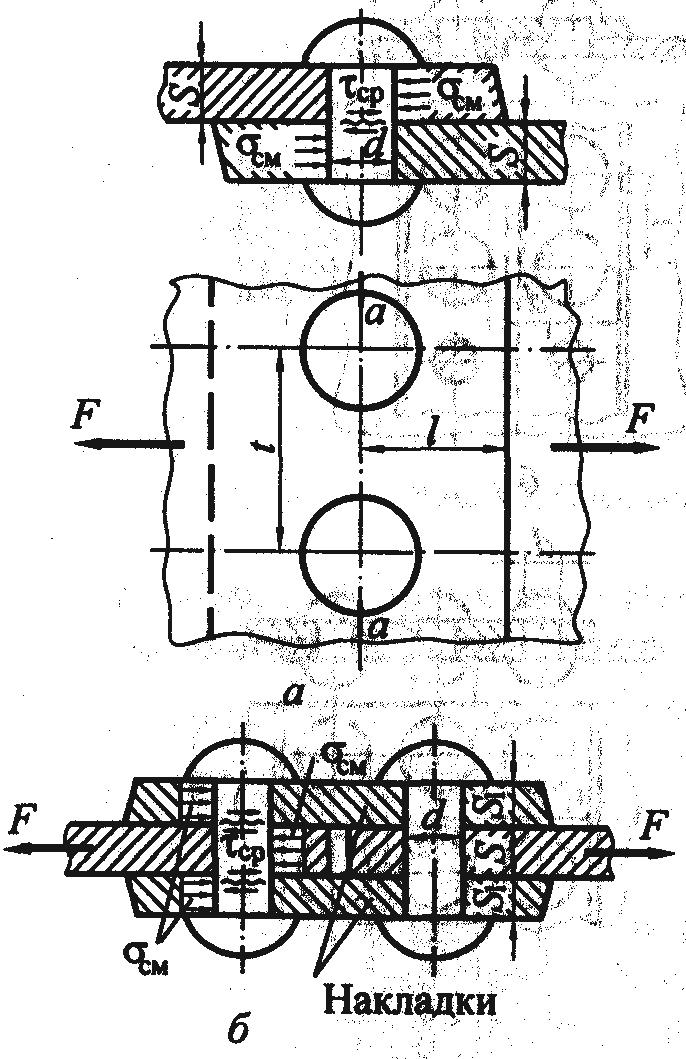 ри
центрально действующей нагрузке F
необходимое число
заклепок в нахлесточном соединении n
= F
/ Fl
(рис. 13). В стыковых
соединениях с использованием накладки
число заклепок увеличивается вдвое.
ри
центрально действующей нагрузке F
необходимое число
заклепок в нахлесточном соединении n
= F
/ Fl
(рис. 13). В стыковых
соединениях с использованием накладки
число заклепок увеличивается вдвое.
При действии на соединение момента в плоскости стыка определение сил, действующих на отдельные заклепки, производится, как при расчете групповых резьбовых соединений.
Заклепки в односрезном или двухсрезном силовом соединении (см. рис. 12) проверяют на смятие
σсм = F1 / (t d) [σ]см
г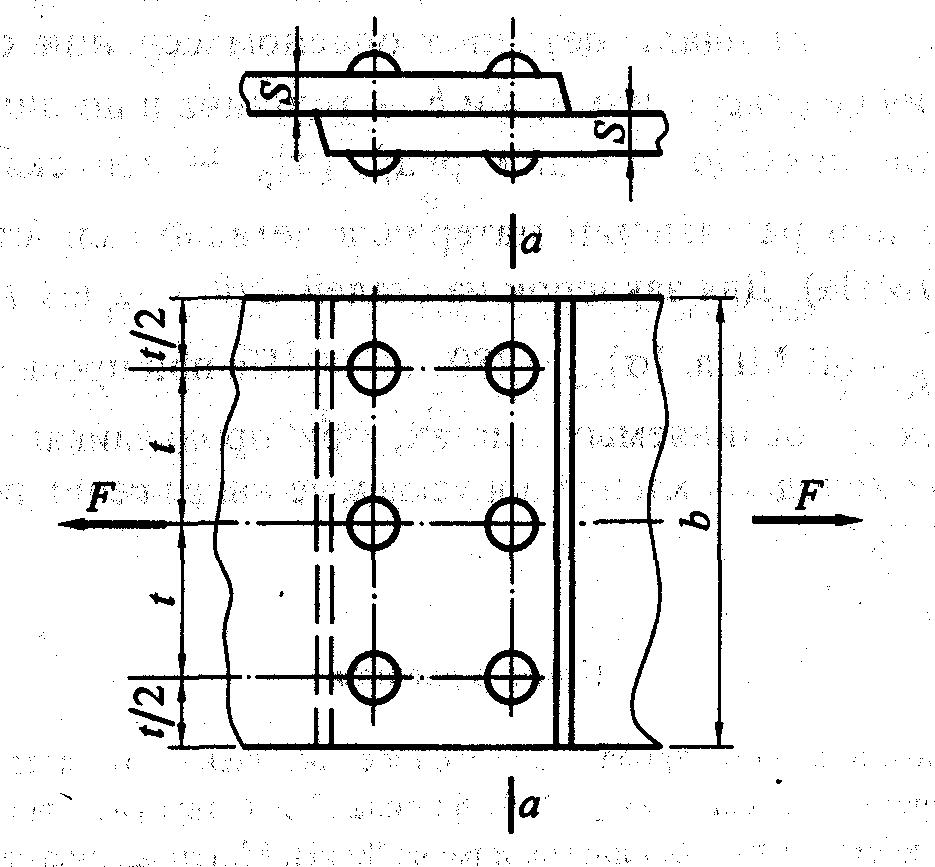 де
t
—- толщина соединяемой
детали; d
— диаметр заклепки;
[σ]см
— допускаемое напряжение смятия,
принимаемое обычно для материала
заклепки.
де
t
—- толщина соединяемой
детали; d
— диаметр заклепки;
[σ]см
— допускаемое напряжение смятия,
принимаемое обычно для материала
заклепки.
Соединяемые элементы проверяют на прочность в сечениях, ослабленных заклепками (см. рис. 13, сечение а-а),
σр = F / S = F / (t(b — n1 d)) [σ]р
где S — площадь детали в опасном сечении с учетом ослабления ее отверстиями; t и b — толщина и ширина листа; n1— число заклепок в одном ряду; [σ]р — допускаемое напряжение при растяжении материала деталей (для стали Ст3 [σ]р =160МПа). Для заклепок из сталей Ст0, Ст2 и Ст3 принимают [τ]cp = 140МПа, [σ]см =280...320МПа при просверленных отверстиях в соединяемых; листах; при продавливании отверстий и при холодной клепке допускаемые напряжения понижают на 20...30%.
Рис. 13. Двухрядные нахлесточные соединения (исправьте обозначение толщины S на t).
В соединениях, в которых взаимный сдвиг деталей не допускается (например, в плотных швах), заклепки рассчитывают на срез.
Соединения с натягом. Характеристики, способы получения соединений с натягом и области применения. Достоинства и недостатки соединения.