

Механические свойства труб и муфт
Показатели |
Группа прочности стали |
||||||
С |
Д |
К |
Е |
Л |
М |
Р |
|
Временное сопротивление, МПа |
500
200
18 |
500
380
16 |
700
500
12 |
750
550
12 |
800
650
12 |
900
750
12 |
1000
950
12 |
Предел текучести, МПа |
|||||||
Относительное удлинение, % |
|||||||
Примечание. Для труб диаметром свыше 245 мм муфты могут изготовлять из стали смежной группы прочности с пониженными механическими свойствами.
Трубы групп прочности К, Е, Л, М, Р подвергают термообработке.
Трубы поставляют длиной от 9,5 до 13 м. В партии может быть не более 20 % труб длиной от 8 до 9,5 м и не более 10 % длиной от 5 до 8 м. Допускаемые отклонения изготовления:
а) по наружному диаметру для труб и муфт, %:
-
Диаметр
<219 мм
Диаметр
>219 мм
Точность обычная
Точность повышенная
+1
+0,75
±1,25
±1
б) по толщине стенки – минус 12,5 %; плюсовые отклонения ограничиваются допусками по наружному диаметру и массе трубы;
в) кривизна труб на концевых участках, равных одной трети длины трубы, не должна превышать 1,3 мм на 1 м, кривизна всей трубы, т. е. стрела прогиба к середине трубы, не должна превышать 1/2000 длины трубы
Химический состав материала труб в стандарте не оговаривается, однако содержание серы и фосфора не должно быть более 0,045 % каждого, а мышьяка не более 0,15 %.
Условное обозначение трубы включает тип соединения (кроме короткой резьбы), условный диаметр трубы, группу прочности, толщину стенки.
Например, ОТТМ 219х10,2 – Д ГОСТ 632-80.
1.3. Обсадные трубы, применяемые в мире
Зарубежные фирмы изготовители предлагают большой выбор обсадных труб как по конструкции соединений, так и по материалам.
Трубы выпускаются в основном в соответствии со стандартами Американского нефтяного института (АНИ).
Стандартами АНИ предусмотрено изготовление обсадных труб с муфтовыми соединениями с короткой и длиной конической резьбой треугольного профиля, с муфтовыми соединениями с упорной конической резьбой Батресс и с безмуфтовыми высокогерметичными соединениями Экстрем-Лайн.
Механические свойства сталей регламентированных стандартами АНИ представлены в таблице 1.4.
Таблица 1.4.
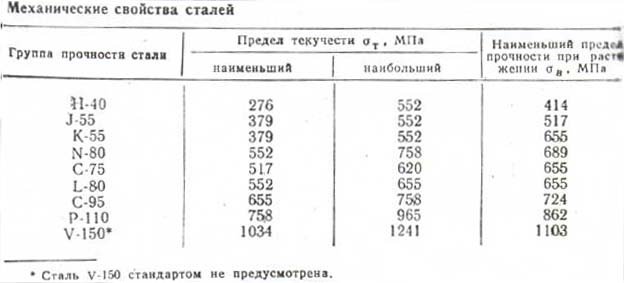
В условиях действия экстремальных нагрузок и давлений применяют трубы более высоких групп прочности, например Q-125, V-140, V-150, V-155 с наименьшим пределом текучести соответственно 860, 965, 1035 и 1070 МПа. Буквенные обозначения групп приняты условно, так как различные фирмы применяют разные обозначения.
Муфтовое соединение по стандарту АНИ с короткой и длиной резьбой показано на (рис. 1.4. [18]). Основные размеры, разрушающие растягивающие нагрузки, а также рекомендуемые моменты свинчивания для соединений с короткой и длиной резьбой приведены подробно [18].
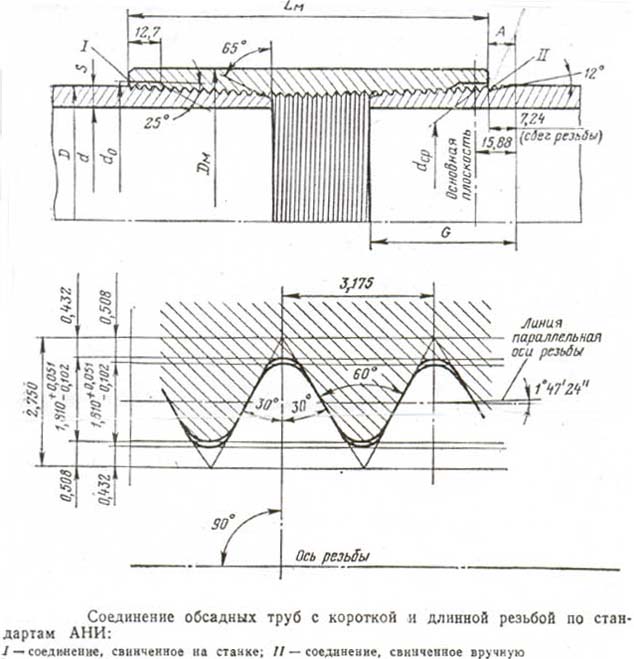
Рис. 1.4.
Для повышения герметичности соединений применяют уплотнительные кольца из тефлона (фторопласта). Кольца вставляют в специальные канавки, проточенные в резьбовой части муфты.
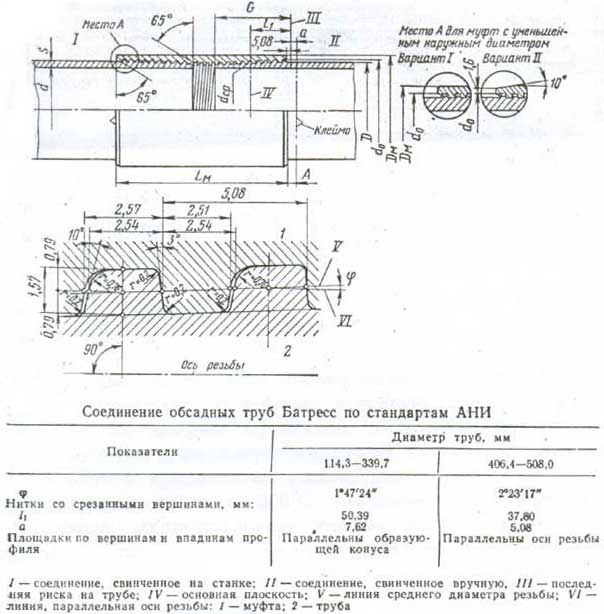
Муфтовое соединение Батресс с упорной специальной резьбой показано на (рис. 1.5. [18]). Соединение обеспечивает высокую прочность при действии осевых растягивающих нагрузок. Отличительная особенность – нарезание наружной резьбы на выход, без сбега резьбы.
Рис. 1.5.
Безмуфтовое соединение Экстрем Лайн показано на (рис. 1.6. [18]). При использовании специальных смазок соединение обеспечивает надежную герметичность при высоком внутреннем давлении. По данным зарубежных исследователей, при качественном выполнении уплотнительных поверхностей соединения обеспечивали герметичность при давлении газа 95 МПа с приложением сжимающих и растягивающих нагрузок и изменении температуры в пределах 2000С. Соединение допускает неоднократные свинчивания без потери эксплуатационных качеств. Высокая прочность соединений достигается высадкой концов с применением трапециидальной резьбы с углом профиля 120. Для увеличения длины сопряжения резьбовой части заходную часть резьбы делают специальной конструкции.
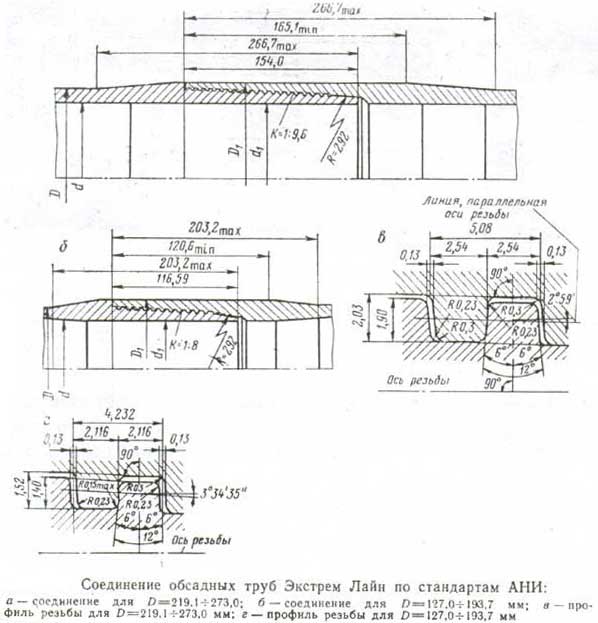
Рис. 1.6.
Фирмой «Валурек» (Франция) разработано высокогерметичное соединение VAM (рис. 1.7. [18]). Герметичность достигается специальной формой торца трубы 1 и внутреннего уступа в муфте 2, образующих две конические уплотнительные поверхности: гладкий конический поясок 3 (К = 1 : 10) и скошенный под углом 150 упорный торец 4. В соединении применена упорная резьба обсадных труб Батресс.
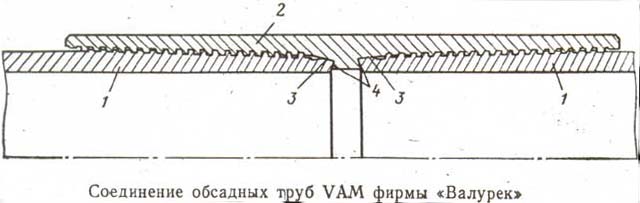
Рис. 1.7.
Фирма «Маннесман» (ФРГ) выпускает муфтовые обсадные трубы с высокогерметичными соединениями BDS (рис. 1.8. [18]) с нормальным или уменьшенным диаметром муфты (такие же, как для труб Батресс). Герметичность обеспечивается бочкообразной уплотнительной поверхностью на конце трубы, плотно входящей в
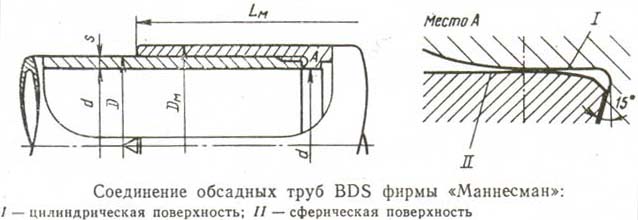
Рис. 1.8.
цилиндрическую расточку муфты. В соединениях BDS, так же как и для соединений VAM, применены скошенные под углом 150 упорные торцы и упорная резьба обсадных труб Батресс.
В соединениях обсадных труб фирмы «Хайдрил» применена двухступенчатая цилиндрическая резьба упорного профиля, одна сторона которого для улучшения условий свинчивания скошено под углом 200, а другая, воспринимающая растягивающие нагрузки, под углом 6030'. Герметичность достигается использованием дополнительных уплотнительных поверхностей.
Соединение FJ-P (рис. 1.9.а. [18]) выполнено в габаритах тела трубы и обеспечивает
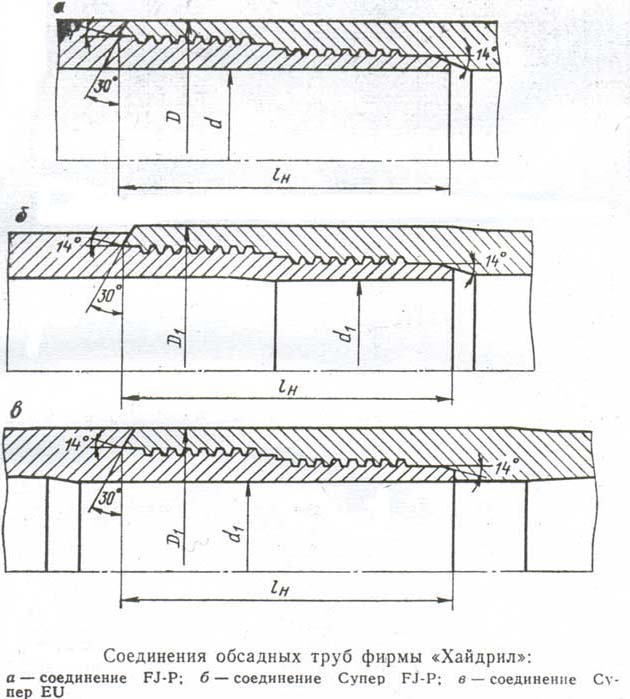
Рис. 1.9.
гладкую наружную и внутреннюю поверхность колонны. На гладкой трубе с одного конца нарезается наружная двухступенчатая резьба, а с другого – внутренняя. Уплотнительными поверхностями служат конические пояски с углом уклона 140, расположенные с обеих сторон резьбы. Скошенные под углом 300 упорные торцы препятствуют радиальной деформации муфтовой части соединения во время приложения крутящего момента. Прочность резьбового соединения на растяжение по отношению к прочности тела трубы составляет от 42 –до 56%.
Соединение Супер FJ-P (рис. 1.9.б. [18]) взаимозаменяемо с соединением FJ-P, но отличается от последнего повышенной прочностью к растяжению из-за небольшого увеличения на 2,5-4 мм наружного диаметра муфтового конца трубы и обжатия приблизительно на 2 мм по внутреннему диаметру со стороны ниппельного конца.
Соединения безмуфтовое Супер EU (рис. 1.9.в. [18]) применяется на трубах с высаженными концами и обеспечивает прочность 95% по отношению к прочности тела трубы.
Известны также соединения фирмы «Атлас Брэдфорд», которая в своих конструкциях наряду с конической упорной резьбой, уплотнительными поверхностями и упорными торцами использует дополнительно тефлоновые кольца. В безмуфтовом соединении IJ-3SS (рис. 1.10.a.[18]), нарезаемом на трубах диаметром 127,0 – 244,5 мм с комбинированной высадкой концов, имеются наружные упорные торцы, скошенные под углом 150, а с другой стороны резьбы – гладкие конические уплотнительные поверхности. Конструкция соединения FL-4S (рис. 1.10.б. [18]) выполняется на гладких трубах диаметром до 219 мм. Выпускаются также трубы в муфтовом исполнении ТС-4S (рис. 1.10.б. [18]).
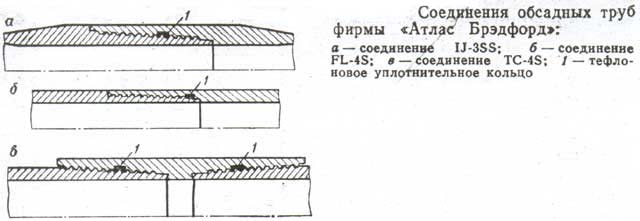
Рис 1.10.