

Ленточно-цепные конвейеры
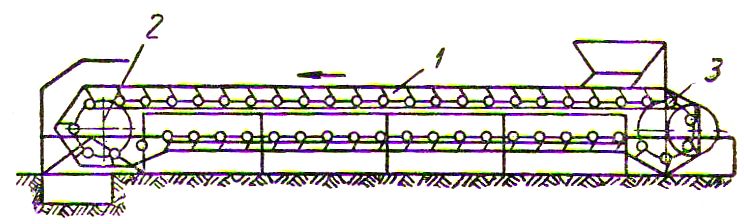
Рис. 4.3 Ленточно-цепной конвейер: а – схема конвейера; б – поперечное сечение |

Один из недостатков конвейера с двумя цепями, присоединенными к ленте, - разрывы ленты в местах ее прикрепления. Поэтому в последующих конструкциях были применены другие способы передачи ленте тягового усилия от цепи.
В конвейере, схема и поперечное сечение которого показаны на рис. 4.3, к звеньям цепи 1 прикреплены тарельчатые пластины 2, покрытые фрикционным материалом, на которые опирается средняя часть рабочей ветви ленты 3. Боковые части рабочей ветви опираются на обычные ролики 4. Холостая ветвь ленты движется по однороликовым опорам 5, а холостая ветвь цепи лежит на ленте. Цепь движется по направляющим 6 на ходовых роликах 7 и огибает приводную 8 и натяжную 9 звездочки, а лента огибает разгрузочный 10 и натяжной 11 барабаны и приводится в движение силой трения между пластинами 2 и нижней обкладкой рабочей ветви. Достоинство такого конвейера – возможность установки промежуточных приводов, что позволяет получить любую величину длины одного става.
В ленточно-цепных конвейерах используется также присоединение ленты при помощи различного рода зажимов к подвижным кареткам, соединенным тяговой цепью. Каретки могут иметь как ходовые, так и направляющие ролики, что позволяет применять ленточно-цепные конвейеры в непрямолинейных выработках. Так как при проходке криволинейных участков лента с одной стороны сжимается, а с другой растягивается, то ее или закрепляют на каретках так, чтобы она могла растягиваться и сжиматься без повреждения, или делают гофрированной (складчатой). Гофрированная лента легко проходит криволинейные участки и позволяет транспортировать груз на подъем до 300.
Типажом на ленточно-цепные конвейеры предусмотрен выпуск 5 типов конвейеров. Их основные параметры: ширина несущего полотна 800 ÷ 1200 мм, производительность 250-600 т/ч, скорость движения 1,25 м/сек, ориентировочная длина 1500 м.
Пластинчатые конвейеры
|
Рис. 4.4 Схема пластинчатого конвейера |
|
Рис. 4.5 Типы настила пластинчатых конвейеров: а – плоский; б – плоско-чешуйчатый; в – волнистый; г - коробчатый |

Пластинчатые конвейеры применяются для транспортирования полезного ископаемого (уголь, руда), пустой породы и закладочного материала, а также для доставки материалов и оборудования и перевозки людей.
Достоинства пластинчатых конвейеров: перемещение груза несущим полотном (а не волочением по неподвижному желобу, как у скребковых конвейеров); небольшой расход энергии; незначительное измельчение перемещаемого груза; возможность установки в криволинейных выработках и применения промежуточных приводов, что позволяет транспортировать материалы практически на любое расстояние без перегрузки; прочность и долговечность конструкции.
Основные недостатки пластинчатых конвейеров: сложность конструкции, большой вес и высокая стоимость, трудность очистки пластин при влажных и липких материалах, склонность к заштыбовке направляющих для ходовых роликов, а также подшипников самих роликов. Однако вследствие значительных эксплуатационных достоинств пластинчатые конвейеры получают все большее применение в горной промышленности, особенно в криволинейных выработках.
Пластинчатые конвейеры, применяемые в горной промышленности, делятся:
1) по назначению: а) забойные, б) забойно-штрековые, в) штрековые и уклонные;
2) по исполнению несущего органа: а) жесткие (для прямолинейных выработок), б) изгибающиеся (для криволинейных выработок);
3) по типу опор несущего полотна: а) с неподвижными роликовыми опорами, б) с ходовыми роликами, движущимися вместе с полотном;
4) по числу цепей: а) одноцепные, б) двухцепные;
5) по количеству приводов: а) одноприводные, б) многоприводные;
6) по расположению приводов: а) с концевыми приводами, б) с промежуточными приводами.