

31. Типы прибылей, преимущества и недостатки.
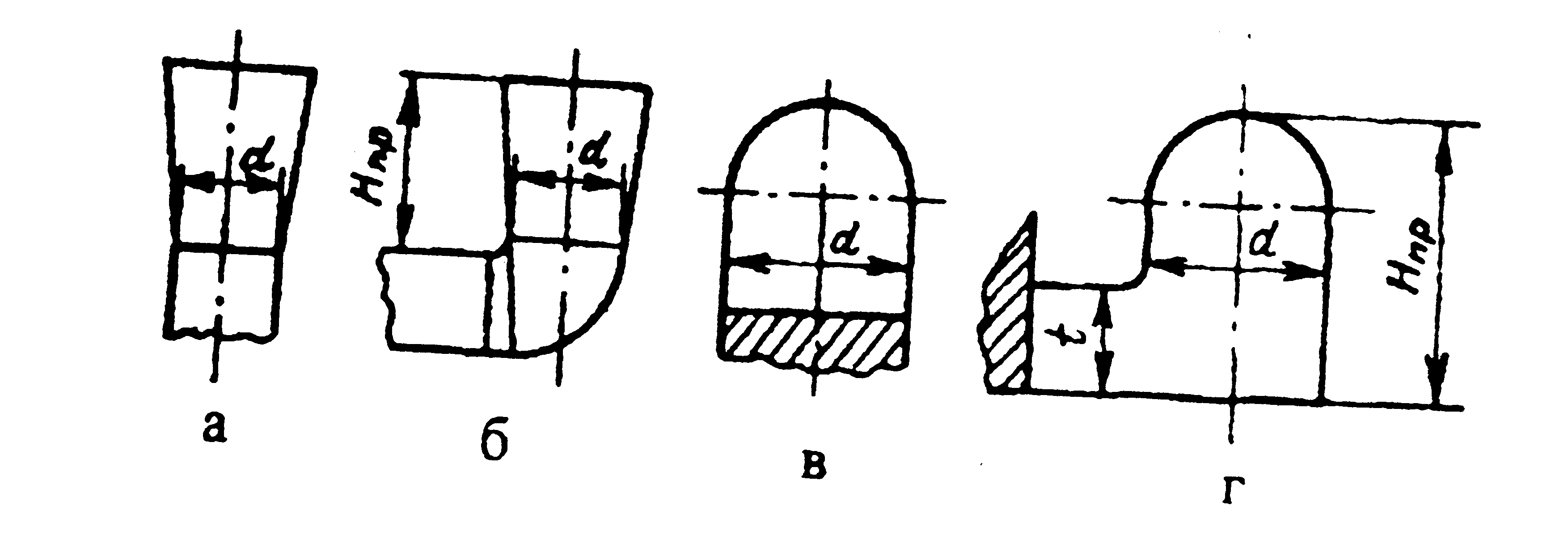
В зависимости от принципа действия прибыли подразделяются на прибыли прямого и бокового питания, открытые и закрытые, простого действия, с атмосферным и сверхатмосферным давлением, обогреваемые и легкоотделяемые. Наибольшее применение находят прибыли прямого (а, в) и бокового (б, г) питания, открытые (а, б) и закрытые (в, г) простого действия.
Наиболее экономичными являются шаровые прибыли, но применение их целесообразно при использовании полистироловых моделей, выгорающих во время заливки формы.
При использовании полушаровых прибылей наиболее рационально брать отношение Нп : Оп = 1. Далее идут цилиндрические закрытые, закрытые с закругленными углами и открытые прибыли.
Применение закрытых прибылей позволяет не только уменьшить площадь их поверхности, но и принимать высоту по расчету, не опасаясь недолива или перелива их. При необходимости в доливке прибылей сверху устанавливают выпор.
Открытые прибыли устанавливаются в случаях, когда применение закрытых прибылей затрудняется из-за недостаточной высоты опок, а также при изготовлении крупных ответственных отливок, где необходима многократная допрессовка металла через прибыль. При изготовлении тонкостенных отливок большой протяженности для облегчения удаления газов из полости формы допустимо применение открытых прибылей.
Для питания местных термических узлов, где невозможна установка прямой прибыли, а также на отливках из износостойких плохо обрабатываемых сплавов используются отводные прибыли.
32. Как определяется форма и размеры прибыли?
Сущность способа определения размеров прибылей применительно к углеродистым и низколегированным сталям сводится к следующему:
- в намеченном месте установки прибыли определяют диаметр окружности Т, вписанной в более массивную подприбыльную часть отливки;
- в зависимости от значения Т для соответствующей схемы питания устанавливают по таблицам значения следующих отношений:
d/T,Hпр/d, Hотл/T
и относительную протяженность прибылей
![]() или
или![]()
где d - ширина основания прибыли; b - длина основания прибыли; Нпр –высота прибыли; Нотл - высота питаемой части отливки; ∑di - суммарная величина наибольших измерений оснований прибылей на протяжении питаемого угла; В - ширина питаемого узла; L - длина питаемого узла.
Найденные отношения переводят в конкретные размеры и производят построение контура прибылей. Определяют объем прибылей, их вес и технологический выход годного, т.е. процентное отношение черного веса отливки к весу расходуемого на отливку жидкого металла. Сравнивают полученный технологический выход годного с ориентировочными значениями. При отступлениях более ± 3 % размеры прибылей корректируются.
Шаровидные и сфероидальные прибыли имеют по сравнению с открытыми прибылями то преимущество, что отношение наружной поверхности прибыли к площади ее сечения минимально, а высота не связана с высотой опок.
33. Знаки стержней, фиксаторы и зазоры.
Фиксация стержней в форме осуществляется с помощью их знаков. В зависимости от положения стерня в форме, стержневые знаки подразделяют на горизонтальные и вертикальные. Основное назначение знаков – обеспечить надежность и точность фиксирования стержня в форме.
Точность и надежность фиксирования стержня зависит от двух конструктивных параметров знака: формы и размеров. От формы нижнего знака зависит возможность установки стержня в полуформу в определенном положении, а от величины знака и соответствия его размеров размерам знакового гнезда формы – точность и надежность фиксирования стрежня в определенном положении.
Размеры и конфигурацию знаковых частей назначают по ГОСТ3212-92 с учетом размеров стержня, способа формовки и положения стержня в форме.
Для того, чтобы после установки в формы стержни надежно удерживались в заданном положении (не поворачивались и не смещались вдоль оси) на знаковых частях стержня предусматривают фиксаторы. Для исключения неправильной установки в формы несимметричного стержня размеры, а иногда и форму знаков на его концах следует принимать разными. Для предотвращения неправильной установке стержня из-за осыпаемости формовочной смеси при трении знаковых частей необходимо по периметру знаковой части полуформы выполнить углубления – зумпфы для сбора осыпавшейся смеси.
Для удобства сборки между знаками литейной формы и стержня предусматриваются зазоры, размеры которых в зависимости от габаритов знаков, длины стержней и точности изготовления модельного комплекта колеблются от 0,2 мм (высота, длина знака до 25 мм) до 3,0 мм (высота, длина знака до 600 мм). Величина зазоров между формой и знаком стержня в зависимости от вида формовки, а так же от положения стержня в форме даны в ГОСТ3212-92