

1.2.Непрерывная разливка стали на слябы
Начало 70-х г.г. характеризуется широким промышленным внедрением машин непрерывной разливки слябовой заготовки. На смену низкоскоростным вертикальным МНЛЗ пришли радиальные и криволинейные машины, имеющие значительно большую скорость разливки. Основные направления развития слябовых МНЛЗ заключались в создании высокопроизводительных машин, позволяющих синхронизировать работу крупных кислородно-конвертерных цехов. По сути, этот этап завершился в середине 80-х г.г. практическим оформлением концепции высокопроизводительных конвертерных цехов (вместимость конвертера свыше 300 т) со 100% непрерывной разливкой стали. В настоящее время такие цеха успешно функционируют во всех промышленно развитых странах мира. Одновременно была фактически реализована технология разливки стали на сверхширокие слябы (2500...2600 мм). Переход от разливки в слитки к непрерывной разливке также полностью оформил тенденцию ужесточения требований к качеству продукции.
С середины 80-х г.г. технология непрерывной разливки стали на слябы вошла в фазу совершенствования отдельных технологических элементов и оптимизации функционирования МНЛЗ со всей производственной цепочкой металлургического завода. При этом развитие процессов непрерывного литья слябов происходит в условиях ужесточающейся конкурентной борьбы на мировом рынке, основными требованиями которого являются повышение качества продукции при одновременном снижении ее себестоимости. В настоящее время около 60% отливаемых непрерывным литьем заготовок разливается на слябовых МНЛЗ. Основными производителями непрерывнолитых слябов в мире являются Япония, США, КНР, Германия, Корея и Россия. На их долю приходится более двух третей мирового объема производства слябов. Сейчас в мире насчитывается чуть более 500 слябовых МНЛЗ с общим числом ручьев свыше 700 шт.
Нельзя не отметить, что МНЛЗ для получения «классического» сляба претерпевают в последнее время серьезные конструкционные изменения. Заключаются они в следующем:
- безоговорочное предпочтение отдается МНЛЗ с вертикальным кристаллизатором, что обеспечивает повышение качества заготовки при одновременном росте производительности в 1,4... 1,5 раза;
- применяется криволинейная схема технологической линии МНЛЗ с многоточечным загибом и разгибом;
- предусматривается возможность изменения ширины заготовки в процессе разливки;
- увеличивается вместимость промежуточного ковша 40...50 т и используется система перегородок для управления течением металла;
- обязателен непрерывный замер температуры металла в промежуточном ковше и в отдельных зонах движения заготовки.
- расширяется применение технологии подогрева металла непосредственно в промежуточном ковше;
- часть операций по доводке стали переносится в промежуточный ковш (продувка аргоном, обработка порошковой проволокой, подогрев металла и т.п.);
- ужесточаются требования к защите стали от вторичного окисления на всем этапе движения стали от ковша до кристаллизатора;
- все большее распространение получает технология «мягкого» обжатия металла в ЗВО (зоне вторичного охлаждения);
- применяется электромагнитное перемешивание металла ниже кристаллизатора;
- уменьшается диаметр поддерживающих роликов в ЗВО;
- обязательно используется система автоматического контроля уровня металла в кристаллизаторе, а также система автоматической подачи ШОС (шлаковых смесей) в кристаллизатор.
В результате вышеперечисленных изменений существенно повышается производительность МНЛЗ, улучшаются качества поверхности и внутренней структуры сляба, снижаются затраты на строительство машины, ее обслуживание и т.п.
Резкое изменение представлений о современной слябовой МНЛЗ привело к тому, что большинство машин в странах Европы, Японии и США подвергаются серьезной реконструкции и модернизации. На рис. 3 в качестве примера приведена схема общего вида слябовой МНЛЗ завода «Лейк Эрай Стал» (Нантикоук, Канада) до и после реконструкции.
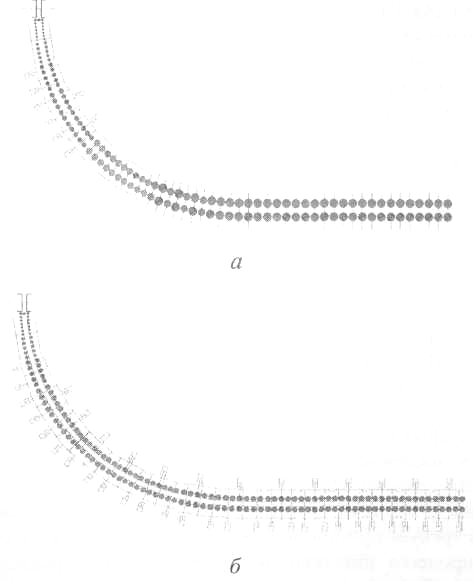
Рис. 3. Схема технологической линии слябовой МНЛЗ до реконструкции а (число сегментов 7, диаметр роликов 146мм .. 480 мм, две точки разгиба) и после реконструкции б (число сегментов 15, диаметр роликов 146 мм..310 мм, четыре точки разгиба)
Необходимость повышения производительности уже существующих слябовых МНЛЗ во многом определяется теми показателями, которые достигнуты в практике кислородно-конвертерного процесса. В первую очередь это касается среднесуточной и среднемесячной производительности современных конвертеров (рост в среднем на 25...30%). При этом простое увеличение скорости вытяжки заготовки на уже существующих МНЛЗ представляется, как правило, достаточно сложной процедурой в силу необходимости увеличения протяженности зоны порезки заготовки. С другой стороны, тенденции развития мирового рынка металлопродукции свидетельствуют о том, что все большее предпочтение отдается слябовой заготовке толщиной 150...200 мм при ее ширине 1000... 1200 мм. Для большего количества МНЛЗ выполнение этих требований приводит к снижению средней производительности машины по сравнению с проектной.
В таких условиях существенным фактором, увеличивающим среднемесячную производительность МНЛЗ, является повышение серийности разливки между остановками. Как показывает практика ведущих металлургических предприятий США и Японии, при определенных условиях (синхронизации работы цеха и обеспечении промежуточных горячих обслуживании МНЛЗ) длительность работы МНЛЗ может составлять месяц и более. Безусловно, такие показатели следует считать рекордными. Однако нормальная практика непрерывного литья слябов уже сегодня базируется на сериях в несколько суток. Не останавливаясь на подробном анализе условий обеспечения непрерывной разливки сверхдлинными сериями, отметим, тем не менее, что такая технология требует принципиально новых подходов к автоматизации процесса разливки, подготовке стали к разливке при ковшевой обработке, рациональной конструкции промежуточного ковша и огнеупоров для разливки стали и т.п.
Производительность МНЛЗ, сооруженных по вышеперечисленным принципам, в 1,5... 1,8 раза выше, чем у МНЛЗ, построенных 15 лет назад. Это позволяет предположить, что существенного роста количества МНЛЗ в мире наблюдаться не будет, поскольку возрастет их удельная производительность. Некоторое увеличение будет происходить за счет стран Восточной Европы, Украины, России и Дальнего Востока (в первую очередь Китая).
Наиболее серьезным научным прорывом представляется создание рядом западных фирм МНЛЗ для разливки сляба средней толщины, обеспечивающей качество листа на уровне традиционного сляба. Преимуществами такой технологии являются: высокое качество продукции, возможность получения слябов шириной более 2500 мм, уменьшение потерь энергии и металла в ходе последующего прокатного передела и пр. В данном случае в основу технологии получения листа положена концепция литейно-прокатных модулей. Это создало необходимые условия для строительства мини металлургических заводов, конкурентоспособных по ряду параметров с интегрированными заводами, работающими по традиционной технологии. Литейно-прокатные модули, созданные на базе непрерывной разливки стали на сляб средней толщины, в настоящее время получают все большее распространение в развивающихся странах (в странах, где наращивается потребность в листовом прокате). Благодаря использованию наиболее современных достижений в области непрерывной разливки стали (электромагнитное перемешивание, «мягкое» обжатие, погружной стакан типа «бобровый хвост» и пр.) эти модули продолжат развиваться и в будущем.
Одним из направлений улучшения слябовых МНЛЗ является удовлетворение возрастающих требований к качеству продукции. Для этих целей на практике все чаще применяют усовершенствованные прямолинейные кристаллизаторы, которые могут быть использованы и на уже работающих машинах после соответствующей реконструкции.
В целом же современные разработки в области конструкции кристаллизаторов сфокусированы на увеличении скорости разливки путем интенсификации режимов охлаждения и частоты качаний, оптимизации закона колебаний кристаллизатора; воздействии на потоки металла в кристаллизаторе электромагнитным торможением для снижения односторонней ассимиляции неметаллических включений при использовании криволинейного кристаллизатора, а также для смягчения флуктуации уровня ванны при очень больших скоростях разливки; дальнейшем увеличении долговечности плит кристаллизатора с помощью новой техники нанесения покрытий и пр. [1].
К приоритетным направлениям совершенствования конструкции МНЛЗ относится применение гидравлического привода для обеспечения качания кристаллизатора при использовании несинусоидального закона колебаний. Гидравлическая система привода кристаллизатора обеспечивает следующие технологические и операционные преимущества:
• оперативное варьирование амплитуды колебаний кристаллизатора;
• то же, частоты колебаний кристаллизатора;
• изменение формы кривой колебаний (задание скоростей движения кристаллизатора на различных этапах);
• предотвращение дрожаний (вибраций) кристаллизатора, обычно сопровождающих работу электромеханического привода;
• более безопасную и быструю замену кристаллизатора;
• удобство в обслуживании привода кристаллизатора в ходе разливки вследствие выноса гидроцилиндров из труднодоступной зоны;
• значительное уменьшение общей массы движущихся в процессе качаний частей.
Дополнительным, но достаточно перспективным фактором, способствующим повышению качества поверхности сляба, может стать применение метода наложения на кристаллизатор горизонтальных колебаний, которые синхронизированы с качаниями в вертикальной плоскости. По мнению различных исследователей, этот метод значительно уменьшает следы качания на поверхности сляба и соответственно число прорывов металла [1].
Большое значение, с точки зрения повышения качества сляба, имеет оптимизация движения потоков стали в жидкой ванне кристаллизатора. Особое внимание уделяется оптимизации геометрической формы погружных стаканов. Многочисленными исследованиями подтверждено, что в зависимости от скоростей разливки, сечения заготовки и марки стали, сечения внутренней полости погружного стакана и его выходных отверстий, а также угол наклона выходных отверстий могут изменяться в широких пределах [1]. Безусловно, конструкция погружных стаканов будет развиваться и в дальнейшем.
Применение новых материалов и способов обработки огнеупорных изделий позволяет повышать стойкость погружных стаканов против термических ударов, уменьшать скорость износа в зоне шлакового пояса и интенсивного движения потоков жидкой стали, а также предотвращать зарастание внутренней полости при разливке сталей, раскисленных алюминием. При этом особое внимание должно уделяться обеспечению симметричности течения потоков и условий эффективной инжекции аргона в жидкую ванну кристаллизатора [1].
В настоящее время все большее распространение получает метод электромагнитного торможения потока стали, попадающей в кристаллизатор. Это дает возможность существенно снизить скорость движения потоков, ограничить их проникновение вглубь жидкой фазы заготовки, а также обеспечить их рациональное движение. Вероятно, в ближайшее время этот метод получит развитие в совокупности с использованием погружных стаканов оптимальной геометрической формы, которая будет создаваться для каждого конкретного случая [1].
При повышении качества внутренних зон непрерывнолитых слябов особое внимание уделяется условиям движения заготовки в зоне вторичного охлаждения. Помимо объективных процессов развития ликвации в ходе затвердевания, на качество заготовки существенно влияют интенсивность охлаждения, ферростатическое давление, соблюдение геометрических размеров в зависимости от установки направляющих роликов и пр. Вполне понятно, что устранить эти факторы без дополнительных мероприятий на практике крайне сложно. По свидетельству ряда исследователей, эта задача достаточно успешно решается при использовании метода «мягкого» обжатия заготовки в конце жидкой зоны [2]. Основные положительные эффекты указанного метода: значительное подавление осевой пористости, снижение коэффициента осевой ликвации и улучшение условий формирования кристаллической структуры в зоне равноосных кристаллов, уменьшение V- -образной ликвации [1].
В конце 80-х и начале 90-х г.г. в мире сформировалось новое направление непрерывной разливки на слябы - литье тонких слябов и сооружение МНЛЗ, совмещенных с прокатным станом [3]. Такая производственная линия предназначается для конкретного диапазона размеров заготовки и марок стали; т.е. имеет целевое назначение. В развитии МНЛЗ для литья тонких слябов в большей степени заинтересованы мини-заводы, пытающиеся попасть на рынок листовой продукции, и металлургические заводы с полным циклом, которые нуждаются в реорганизации производства и в замене существующих агрегатов. В настоящее время таких МНЛЗ насчитывается чуть более сорока, около двух третей из них находится в США и развитых странах.
Как всякий новый процесс, литье тонких слябов имеет ряд многообещающих особенностей, но также характеризуется некоторыми «узкими» местами.
Последние данные промышленного использования метода литья тонких слябов показывают, что конструктивная реализация таких МНЛЗ требует принципиально новых решений в следующих вопросах: конструкции кристаллизатора; оптимизации подвода жидкой стали из промежуточного ковша в кристаллизатор; использования метода «мягкого» обжатия; использования специальной системы по предотвращению прорывов; разработки специальной системы удаления окалины; оптимизации отрицательного времени раздевания слитка и пр.
Между тем, уже сегодня можно говорить, что технология непрерывного литья тонких слябов с обжатием при наличии жидкой фазы с последующей прокаткой позволяет снизить капитальные затраты и затраты по переделу, улучшить свойства материала готовой продукции при равномерном качестве поверхности.
Таким образом, можно сформулировать общие тенденции развития процессов непрерывной разливки стали на слябовых МНЛЗ:
• в предстоящие годы существенного количественного увеличения объема непрерывнолитых слябов происходить не будет; основное внимание будет уделяться проблемам качества заготовки, снижения издержек на разливку и т.п.;
• повышение качества поверхности непрерывнолитых слябов будет достигаться модернизацией конструкции кристаллизаторов (прямолинейный кристаллизатор) с использованием гидропривода для механизма качания;
• улучшение параметров течения металла в кристаллизаторе за счет использования погружных стаканов оптимальной геометрической формы и метода электромагнитного перемешивания;
• развитие функциональных возможностей промежуточного ковша: повышение его эксплуатационных показателей (стойкость) и доводка стали (рафинирование и регулирование температуры);
• использование систем прогрессивного многоточечного загиба и разгиба заготовки для уменьшения пораженности заготовки внутренними трещинами;
• применение метода «мягкого» обжатия заготовки с жидкой сердцевиной с целью подавления осевой пористости и ликвации.
• развитие концепции непрерывного литья тонких слябов с их обжатием и последующей прокаткой в горячем состоянии и соответствующим повышением конкурентоспособности мини-заводов на мировом рынке листовой продукции;
• повышение степени автоматизации работы МНЛЗ с включением в единую систему всех параметров жидкой стали, условий охлаждения стали в кристаллизаторе и зоне вторичного охлаждения при наличии обратной связи.