

2.12. Результаты отработки технологии рафинирования стали в 23-х тонных промежуточных ковшах кц-2 оао “нлмк“
В августе-сентябре 2006 года в Конвертерном цехе №2 ОАО “НЛМК“ непрерывная разливка стали на МНЛЗ-5,7 осуществлялась с применением технологии рафинирования металла в промежуточных 23-х ковшах №№8,11,12 и 22, оснащённых турбогасителем и фильтрационными перегородками. Общее количество плавок, разлитых через опытные ковши составило 135 плавок. Марочный сортамент сталей распределился следующим образом:
-
08Ю по ГОСТ 9045-93…………....51 плавка;
-
08Ю по Т.К. 2-3-4-751).…………...19 плавок;
-
DC01 по Т.К. 1.2-3-4-1402)..……...11 плавок;
-
08пс по ГОСТ 9045-93……………8 плавок;
-
08пс по ГОСТ 1050-88…………...29 плавок;
-
10пс по ГОСТ 1050-88………....…9 плавок;
-
Ст2пс по ГОСТ 380-94…………...8 плавок.
Выплавка и разливка плавок выполнялась в соответствии с требованиями НТД, действующей на ОАО “НЛМК“. Количество плавок, разлитых через один промежуточный ковш изменялось в пределах 4÷9 плавок (ограничивалось объемом заказов) и в среднем составило 7_плавок. Суммарный вес разлитой стали по жидкому составил 44067,72 т.
Для определения эффективности улучшения гидродинамики в промежуточных ковшах, оснащенных фильтрационными перегородками и турбогасителями, провели сравнение выхода несоответствующей продукции в ПХПП по дефектам сталеплавильного производства опытных плавок с плавками аналогичного марочного сортамента, разлитыми в тех же сериях с применением промежуточных ковшей, оснащенных только турбогасителями. Разливка опытных и сравнительных плавок в одной серии позволяет исключить возможность влияния следующих факторов на выход несоответствующей продукции при аттестации проката:
-
стойкость основного оборудования МНЛЗ;
-
настройка технологической линии МНЛЗ;
-
повреждение поддерживающих и приводных роликов;
-
засоренность форсунок в зоне вторичного охлаждения слитка,
так как отрицательное влияние того или иного фактора на отсортировку проката по вине Конвертерного цеха будет оказываться на всю серию разливки плавок.
Изменение объема отгруженного металла от толщины проката для опытных и сравнительных плавок представлено на рис. 29.
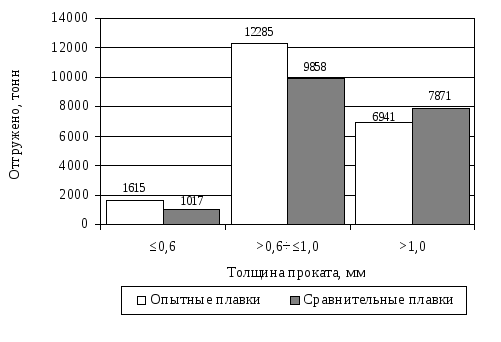
Рис. 29. Отгрузка продукции по толщине проката
Отсортировка металла, разливавшегося на опытных промежуточных ковшах, оборудованных устройствами для улучшения гидродинамики жидкой ванны, составила 0,92% (287,06 т) от отгруженного проката (31079,03 т), при этом на момент обработки результатов (9 ноября 2006г) доля отгруженных рулонов от заданного металла в ПХПП составила 90%. Количество плавок, имевших отсортировку проката по металлургическим дефектам составило 21 пл. из 113 назначенных, при этом 75,2% от всего отсортированного металла приходится на 6 плавок:
Таблица 9 Отсортировка стали по металлургическим дефектам
-
№ плавки
Отсортировано, тонн
Дефект
662083
14,16
Загрязнение
30,35
Плена
23,67
Раскатанная трещина
68,18
Всего
661889
68,99
Плена
661886
26,33
Раскатанная трещина
662220
19,6
Раскатанная трещина
661870
17,41
Раскатанная трещина
661684
15,27
Раскатанная трещина
Образцы проката плавок №№ 661886 и 661889 были отданы на анализ для выявления источника образования дефекта. Исследования показали, что причиной образования дефектов проката является вкатанная окалина – не относится к металлургическим дефектам. С учетом этого обстоятельства доля выхода несоответствующей продукции по металлургическим дефектам на момент обработки данных составила 0,62% (191,74 т).
На сравнительных плавках выход несоответствующей продукции составил 0,77% (239,28 т) от отгруженного проката – 30964,88 т (90% металла от заданного в ПХПП). В свою очередь, количество плавок, имевших отсортировку проката по металлургическим дефектам в данном случае также составило 21 из 111. Следует отметить тот факт, что на сравнительных плавках также использовались устройства для улучшения гидродинамики жидкой ванны – турбогасители. На данных плавках, также как и на опытных, основная масса отсортированного металла приходится на 6 плавок – 60,8%:
Таблица 10. Отсортировка стали по металлургическим дефектам
|
№ плавки |
Отсортировано, тонн |
Дефект |
|
661096 |
9,53 |
Плена |
|
42,61 |
Раскатанная трещина |
|
|
52,14 |
Всего |
|
|
661079 |
10,5 |
Плена |
|
25,37 |
Раскатанная трещина |
|
|
35,87 |
Всего |
|
|
662535 |
2,72 |
Плена |
|
19,88 |
Раскатанная трещина |
|
|
9,14 |
Несоотв. веса из-за удаления дефектов |
|
|
31,74 |
Всего |
|
|
661088 |
23,06 |
Плена |
|
661700 |
21,55 |
Раскатанная трещина |
|
661532 |
4,37 |
Сквозные разрывы, дыры |
|
4 |
Раскатанная трещина |
|
|
4,49 |
Несоотв. веса из-за удаления дефектов |
|
|
12,86 |
Всего |
Несмотря на такое явное сходство выхода несоответствующей продукции по вине Конвертерного цеха №2, переработка металла опытных плавок показала лучшие результаты. Для подтверждения вышесказанного определим количество доработанного металла, переведенного в годную продукцию:
![]() ,
тонн (1)
,
тонн (1)
![]() ,
тонн (2)
,
тонн (2)
где
![]() – суммарная масса актированной продукции,
имевшей отсортировку по металлургическим
дефектам, тонн;
– суммарная масса актированной продукции,
имевшей отсортировку по металлургическим
дефектам, тонн;
![]() –
масса
актированной продукции, имевшей
отсортировку по металлургическим
дефектам соответственно на
непрерывно-травильном агрегате, агрегате
непрерывного отжига, агрегате резки и
при отгрузке проката, тонн. В случае
наличия несоответствующей продукции
на каждом агрегате для одного дефекта,
в качестве актированной продукции
принимается одно максимальное значение;
–
масса
актированной продукции, имевшей
отсортировку по металлургическим
дефектам соответственно на
непрерывно-травильном агрегате, агрегате
непрерывного отжига, агрегате резки и
при отгрузке проката, тонн. В случае
наличия несоответствующей продукции
на каждом агрегате для одного дефекта,
в качестве актированной продукции
принимается одно максимальное значение;
![]() – масса
актированной продукции, имевшей
отсортировку по металлургическим
дефектам при отгрузке, тонн.
– масса
актированной продукции, имевшей
отсортировку по металлургическим
дефектам при отгрузке, тонн.
Дополнительно введем понятие коэффициента доработки, характеризующего степень доработки проката, имевшего отсортировку по металлургическим дефектам и переведенного в годную продукцию:
 .
(3)
.
(3)
Коэффициент доработки (ξ) изменяется в пределах от 0 до 1 включительно, при этом для двух крайних значений данного интервала он имеет следующий смысл:
при ξ=0 доработка и перевод проката в годную продукцию не проводились.
при ξ=1 отсортировка металла отсутствует с учетом доработки и перевода проката в годную продукцию.
Для опытных и сравнительных плавок получили следующие значения данных показателей:
Таблица 11. Показатели доработанных плавок.
|
Параметр |
Опытные плавки (без учета плавок №№ 661886 и 661889) |
Сравнительные плавки |
|
|
1,72 |
0 |
|
|
17,41 |
191,71 |
|
|
241,07 |
281,4 |
|
|
23,09 |
50,02 |
|
|
283,29 |
523,13 |
|
|
191,74 |
239,28 |
|
Δ, тонн |
91,55 |
283,85 |
|
|
0,32 |
0,54 |
Расчеты показывают, что на сравнительных плавках доля доработанного проката (от первоначально отсортированного), переведенного в годную продукцию составляет 54% (283,85 т), что в три раза превышает этот же показатель на опытных плавках (32% или 91,55_т). Следует отметить тот факт, что на показатели Δ и ξ, а соответственно на окончательный выход несоответствующей продукции, существенное влияние оказывает не только наличие дефектов и их расположение (локальные области или по всей длине полосы), но и требования, предъявляемые покупателем к поставляемой продукции: минимальная масса рулона, наличие сварных швов, требования к качеству поверхности, толщина и ширина проката.
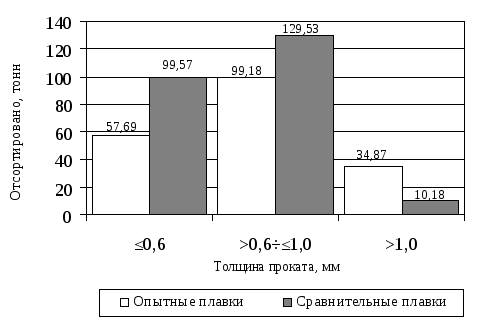
Рис. 30. Отсортировка металла КЦ-2 в ПХПП по металлургическим дефектам

Рис. 31. Отсортировка металла КЦ-2 в ПХПП по металлургическим дефектам
Анализ выхода несоответствующей продукции в ПХПП по толщине проката (см._рис._30, 31) показывает существенное снижение (в 2,7 раза) отсортировки металла по металлургическим дефектам на тонком листе (менее 0,6 мм). При толщине проката 0,6÷1,0_мм уровень отсортировки составил 0,8% и 1,3% соответственно для опытных и сравнительных плавок. В свою очередь наблюдается увеличение отсортировки на опытных плавках на толщине более 1 мм: 0,5% против 0,1%.
В работах многих авторов подтверждается правильность направления поиска оптимальной гидродинамики с использованием порогов и перегородок различных конструкций. Так в работе авторов [20] рассмотрены схемы распространения гидропотоков и примесных образований на гидравлических моделях с апробированием в условиях промышленного производства.
а)
б)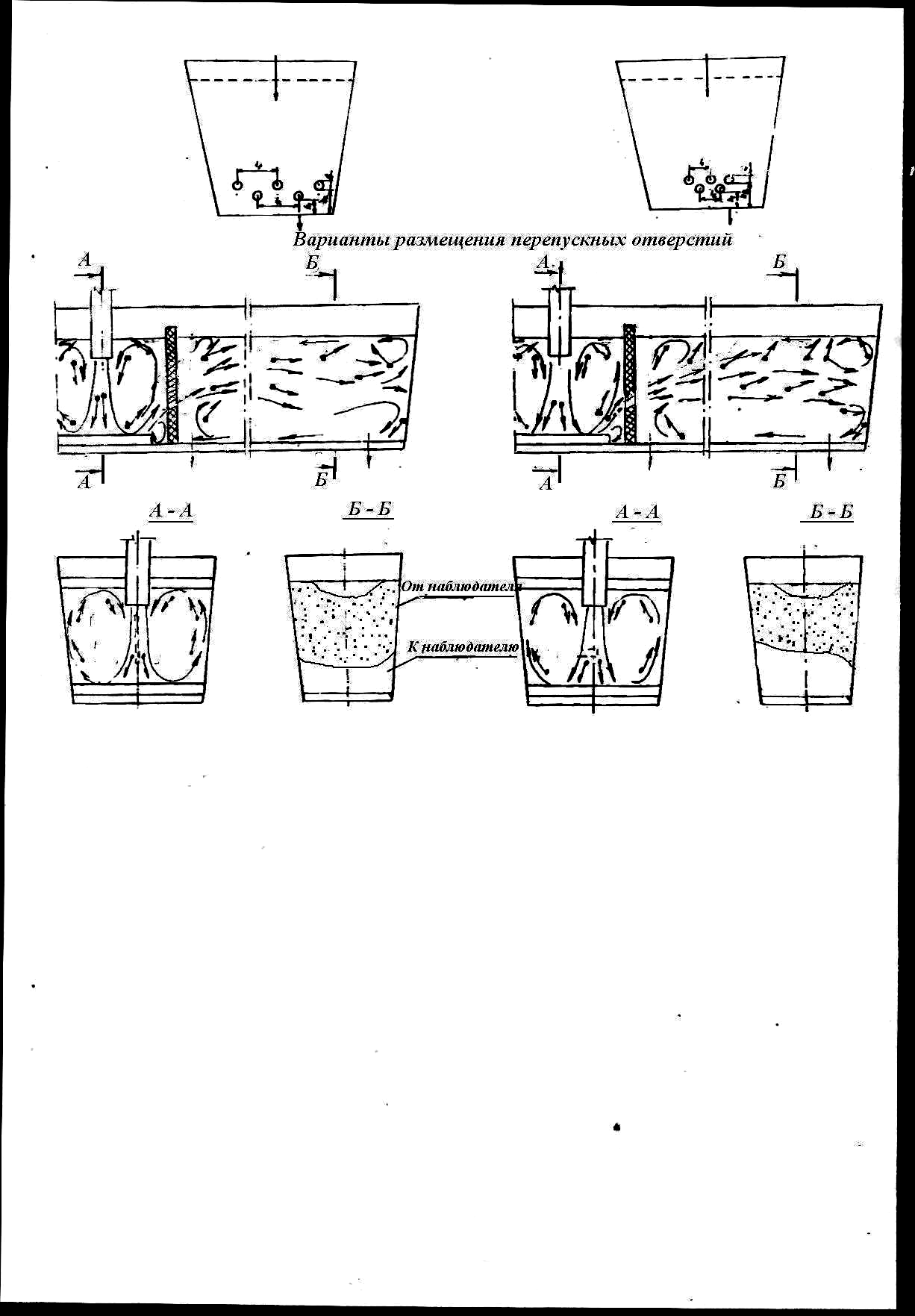
Рис 32. Схемы распространенеия гидропотоков и примесных образований (•→) в сечениях 30 т промежуточного ковша: а) без шлакоуловительных систем; б) с полнопрофильными перегородками.
Таблица 12. Влияние типа перегородок промежуточного ковша на отсортировку холоднокатаного листа (сталь IF, 08Ю)
|
Тип перегородки |
Задано,т |
Плена,т |
Плена,% |
НВ,т |
НВ,% |
Сумма,т |
Сумма,% |
|
Пороги |
1684,10 |
79,80 |
4,74 |
48,75 |
2,89 |
128,55 |
7,63 |
|
Отверстия |
1683,07 |
49,05 |
2,91 |
39,40 |
2,34 |
88,45 |
5,26 |
|
Щель |
4612,63 |
82,83 |
1,80 |
138,15 |
3,00 |
220,98 |
4,79 |
|
Щель+ отверстия |
6295,7 |
131,88 |
2,09 |
177,55 |
2,82 |
309,43 |
4,91 |
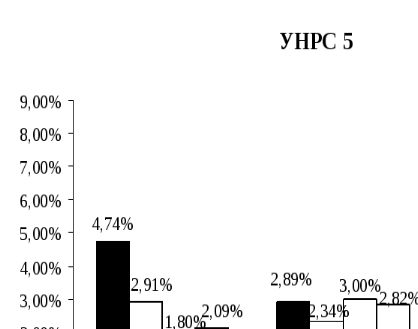
Рис. 33. Влияние типа перегородок промежуточного ковша на отсортировку холоднокатаного листа по металлургическим дефектам.