

2.4. Формы порогов, перегородок и турбогасителей, применяемых в промежуточных ковшах. Их достоинства и недостатки
В промежуточных ковшах обычной конструкции период пребывания единичной порции металла весьма ограничен и недостаточен для эффективного удаления основной массы включений. Наиболее существенное влияние на процесс всплывания частиц или их затягивания в канал погружаемого стакана и, следовательно, в тело слитка оказывают скорость и направление конвективного движения металла в промежуточном ковше. Организуя вынужденное затопление струи металла в направлении, совпадающем с направлением всплывания частиц, можно создать благоприятные условия для рафинирования стали. Эта задача была решена путем разделения объема промежуточного ковша специальными огнеупорными перегородками на приемную часть и раздаточные камеры. Такие технологии находят все большее применение в мировой практике [9].
Хорошие результаты дает использование различного рода турбо-гасителей в сочетании с порогами и перегородками, поскольку они уменьшают всплески и поверхностное волнение. В 90-х годах ряд модернизаций ударной плиты привел к появлению турбогасителей с футеровкой с бесконечными кольцевыми внутренними каналами (рис. 9) [10].
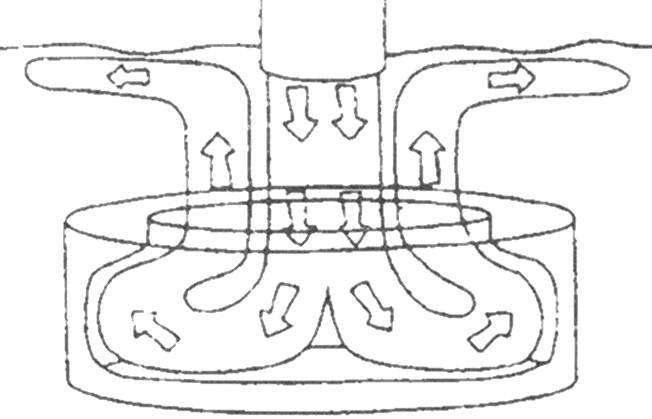
Рис. 9. Принцип турбогасителя.
В стабильные периоды разливки функция турбогасителя заключается в приеме потока металла из стакана, и перенаправление этого потока навстречу самому себе и сокращения области с активными завихрениями и турбулентности. Благодаря этому уменьшаются поверхностные волны и рассеивается энергия на участке входа струи в промежуточный ковш, в результате чего условия отделения включений в оставшейся части промежуточного ковша улучшаются. В нестабильные периоды разливки, например, при замене разливочного ковша, турбулентность и всплески, вызываемые входящей струей металла, уменьшаются [10].
Турбогаситель идеальной конструкции выполняет следующие функции:
- Рассеивается и гасится струя из стакана ковша. Благодаря этому сокращаются большие области высокоскоростных потоков, обширное образование завихрений и формируются однородные потоки.
- Струя из стакана разливочного ковша направляется назад, вверх, навстречу самой себе и, таким образом, разделяется на свободной поверхности. Шлаковое покрытие перемещается в радиальном направлении от входящей струи. Следовательно, непосредственное затягивание шлака может быть снижено.
- Восходящий вверх поток улучшает поглощение шлаком неметаллических включений, поскольку для частиц включений сокращается эффективное расстояние до шлакового покрытия.
- Улучшается эрозионная защита футеровки промежуточного ковша и повышается её стойкость.
- Уменьшаются всплески и снижается эффект нестабильности потоков во время замены разливочного ковша.
Однако поиск огнеупорных перегородок с различными конфигурациями отверстий (прямых, расположенных под углом), а так же турбогасителей различной конструкции, направляющих поток стали для более тщательного перемешивания и более длительного пребывания в ковше ведется постоянно.
Одним из таких устройств, был промежуточный ковш, разделенный на приемную и рафинирующие емкости расположенными на днище ковша перегородками с отверстиями. Установленные в приемной емкости промежуточного ковша перед перегородками огнеупорные поперечные пороги, отличающееся тем, что высота огнеупорных поперечных порогов равна или превышает расстояние от днища ковша до осей отверстий в перегородке (рис. 10) [11].

Рис. 10. Промежуточный ковш в разрезе: 1 - стенка, 2 - перегородка. 3 – порог. Этот проект был испытан в производственных условиях (табл. 4) [11].
Таблица 4. Условия проведения испытания предложенного устройства.
|
|
Пример 1 |
Пример 2 |
|
Марка стали |
Автолистовая типа 08Ю |
Трубная типа 10ГФБЮ |
|
Тип МНЛЗ |
Двухручьевая криволинейная |
Двухручьевая вертикальная |
|
Сечение сляба, мм |
250х1250 |
200х1250 |
|
Скорость вытягивания сляба, м/мин |
1,1 |
0,55 |
|
Способ подачи металла |
Из сталеразливочного ковша через погружную трубу |
|
|
Промежуточный ковш |
50-ти тонный |
15-ти тонный |
|
Футеровка: бетон |
Высокоглиноземистый |
Высокоглиноземистый |
|
Перегородки |
Имеются 5 направленных вверх под углом 20 градусов отверстий диаметром 100мм каждое |
Имеются 5 направленных вверх под углом 15 градусов отверстий диаметром 80мм каждое |
|
Пороги. Высота, мм |
150 |
150 |
Пороги были установлены в приемной емкости промежуточного ковша для организации S-образного потока металла и дополнительного торможения потока, уменьшения горизонтальной составляющей скорости потока металла, снижения скорости истечения металла из отверстий в перегородке и увеличения времени пребывания металла в промежуточном ковше с целью удаления включений. Результаты испытаний приведены в табл. 5. [11].
Таблица 5. Результаты проведения испытаний предложенного устройства
|
Пример 1 |
Пример 2 |
|
За счет снижения горизонтальной составляющей скорости, время пребывания металла увеличилось в 3-4 раза, что привело к улучшению всплывания неметаллических включений, снижению захвата шлака с поверхности и уменьшению износа торцевой огнеупорной стенки промежуточного ковша. Отсортировка холоднокатаного автолиста по раскатанным загрязнениям и плене снизилась с 8,3 до 1.1%, а перевод листа в пониженную категорию снизился с 11 до 2.7%. |
За счет снижения горизонтальной составляющей скорости, время пребывания металла увеличилось в 2,5-3,5 раза, что привело к улучшению всплывания неметаллических включений, снижению захвата шлака с поверхности и уменьшению износа торцевой огнеупорной стенки промежуточного ковша. Средний балл по точечной неоднородности металла снизился с 0,5-1.0 до 0-0.5. а выход листа высшей категории качества вырос с 77 до 92% |
Промежуточный ковш, разделенный на приемную и рафинирующую емкости огнеупорными перегородками с отверстиями различной формы, приведенный на рис. 11. Он отличается тем, что в приемной емкости осуществляется гашение вихревых потоков на поверхности металла путем уменьшения радиальной составляющей скорости течения металла и перераспределение скоростей потоков металла с увеличением их скорости вблизи днища приемной емкости промежуточного ковша и уменьшением их скорости вблизи поверхности металла в приемной емкости. Для этих целей в донной части приемной емкости промежуточного ковша вдоль его большой оси устанавливаются одна или более примыкающих к боковой стенке промежуточного ковша вставок, образующих суженный канал в донной части приемной емкости, при этом центр пересечения осей симметрии канала соответствует центральной оси погружной трубы [12].
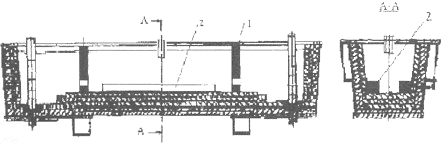
Рис. 11. Промежуточный ковш в разрезе: 1 - перегородки; 2 - огнеупорная вставка
Приведенная конструкция была испытана в производственных условиях.
Таблица 6. Условия проведения испытаний предложенного устройства
|
|
Пример 1 |
Пример 2 |
|
Марка стали |
автолистовая типа IF |
трубная типа 09ГСФ |
|
Тип МНЛЗ |
двухручьевая криволинейная |
двухручьевая вертикальная |
|
Сечение сляба, мм |
250x1520 |
200x1270 |
|
Скорость вытягивания сляба, м/мин |
1,0 |
5.5 |
|
Способ подачи металла |
из сталеразливочного ковша через погружную трубу |
|
|
Промежуточный ковш |
50-и тонный |
15-ти тонный |
|
Футеровка: бетон |
высокоглиноземистый |
высокоглиноземистыи |
|
Перегородки |
имеются 5 направленных вверх под углом 20 градусов отверстий диаметром 100 мм каждое |
имеются 5 направленных вверх под углом 15 градусов отверстий диаметром 80 мм каждое |
В результате проведенных мероприятий после установки вставок на поверхности металла в промежуточном ковше не наблюдалось образования вихрей, что привело к уменьшению захвата шлаковых включений с поверхности приемной емкости промежуточного ковша и попаданию их в готовый металл. Результаты приведены в табл. 7
Таблица 7. Результаты проведения испытаний предложенного устройства
|
Пример 1 |
Пример 2 |
|
Отсортировка холоднокатаного автолиста по раскатанным загрязнениям и плене сократилась с 9,2 до 1.5%. а перевод листа в пониженную категорию снизился с 12 до 3.5%. |
Средний балл по точечной неоднородности металла снизился с 0.5-1,0 до 0-0.5, а выход листа высшей категории качества вырос с 73 до 91%. |
Известен промежуточный ковш [13], содержащий четыре разделяющие перегородки, днище, в котором выполнены отверстия для подачи стали в кристаллизатор. Приемная и разливочная части ковша сообщаются между собой при помощи отверстий, выполненных в нижних частях перегородок. Однако такое устройство не обеспечивает удовлетворительного качества непрерывно-литых слитков, а стойкость ковша определяется как низкая.
Известен также промежуточный ковш [14], оснащенный двумя перегородками, в центре которых в шахматном порядке выполнены девять отверстий для подачи металла из приемной части в разливочные. Днище приемной части расположено выше днища разливочных частей. Недостатками такого устройства являются неудовлетворительное качество непрерывно-литых слитков и низкая стойкость ковша.
Неудовлетворительное качество слитков объясняется отсутствием защиты металла от интенсивного окисления в начале разливки и попаданием шлака через отверстия из приемной в разливочные части, при снижении уровня металла в ковше. Низкая стойкость ковша обусловлена тем, что при снижении уровня металла отверстия в перегородках затягиваются шлаком, что существенно затрудняет подачу металла в разливочные части, а попадание шлака из приемной части в разливочные приводит к тому, что образующийся после смешивания шлак быстро кристаллизуется и затрудняет ход стопора. Все это ведет к необходимости замены ковша и уменьшению числа плавок, разливаемых через промежуточный ковш.
В промежуточном ковше, приведенном на рис. 12 [15], установлены две перегородки с отверстиями. Перед отверстиями для подачи металла в кристаллизатор устанавливаются пороги, а отверстия для прохода металла из приемной в разливочные части выполнены по краям в нижней части перегородок, причем высота отверстий не должна превышать высоту уровня минимального количества металла в промежуточном ковше, необходимого для обеспечения непрерывности процесса разливки. Такая высота отверстий предотвратит затягивание их шлаком и попадание шлака из приемной части в разливочные, в результате чего увеличивается количество плавок, разливаемых через один промежуточный ковш.

Рис. 12. Конструкция промежуточного ковша в разрезе и поперечное сечение перегородки промежуточного ковша: 1 - рабочая полость: 2 - перегородки; 3 – приемная часть; 4 - разливочная часть; 5 - отверстия в перегородках; 6 - отверстия для подачи металл в кристаллизатор; 7 - днище ковша; 8 – пороги.
Отверстия в перегородках позволяют распределять металл по днищу ковша без образования падения струи на первой плавке, что приводит к менее интенсивному окислению поступающего металла. За счет того, что отверстия располагаются не по центру, а по краям в нижней части перегородок, значительно снижается степень воздействия потока металла на стопор, что увеличивает его стойкость. Пороги создают преграду для первой порции «холодного» металла, в результате чего он остается за ними и далее поступает «горячий» металл, стабилизируя тем самым начало разливки. С помощью порогов создается восходящий поток металла, что приводит к более интенсивной ассимиляции шлаком неметаллических включений в разливочных частях промежуточного ковша. Высоту порогов выбирают не более высоты уровня минимального количества металла в ковше, необходимого для обеспечения непрерывности процесса разливки. В этом случае, при окончании разливки и снижении уровня металла в ковше, остатки металла не будут превышать нормальный показатель.
Наиболее совершенной конструкцией является конструкция, приведенная на рис. 13 [16]. В этом случае в разделительных перегородках выполнены верхний, средний и нижний ряды переливных каналов, струйный приемник-гаситель струи заливаемого из защитной трубы металла, установленный на днище ковша. Усовершенствование состоит в том, что переливные каналы в перегородках выполнены конусными, причем каналы нижнего и среднего рядов направлены сужением в сторону разливочной камеры, а переливные каналы верхнего ряда - сужением в сторону приемной камеры. В теле перегородки выполнен газоподводящий канал, сообщенный с горизонтальным щелевидным соплом, выходящим в разливочную емкость.
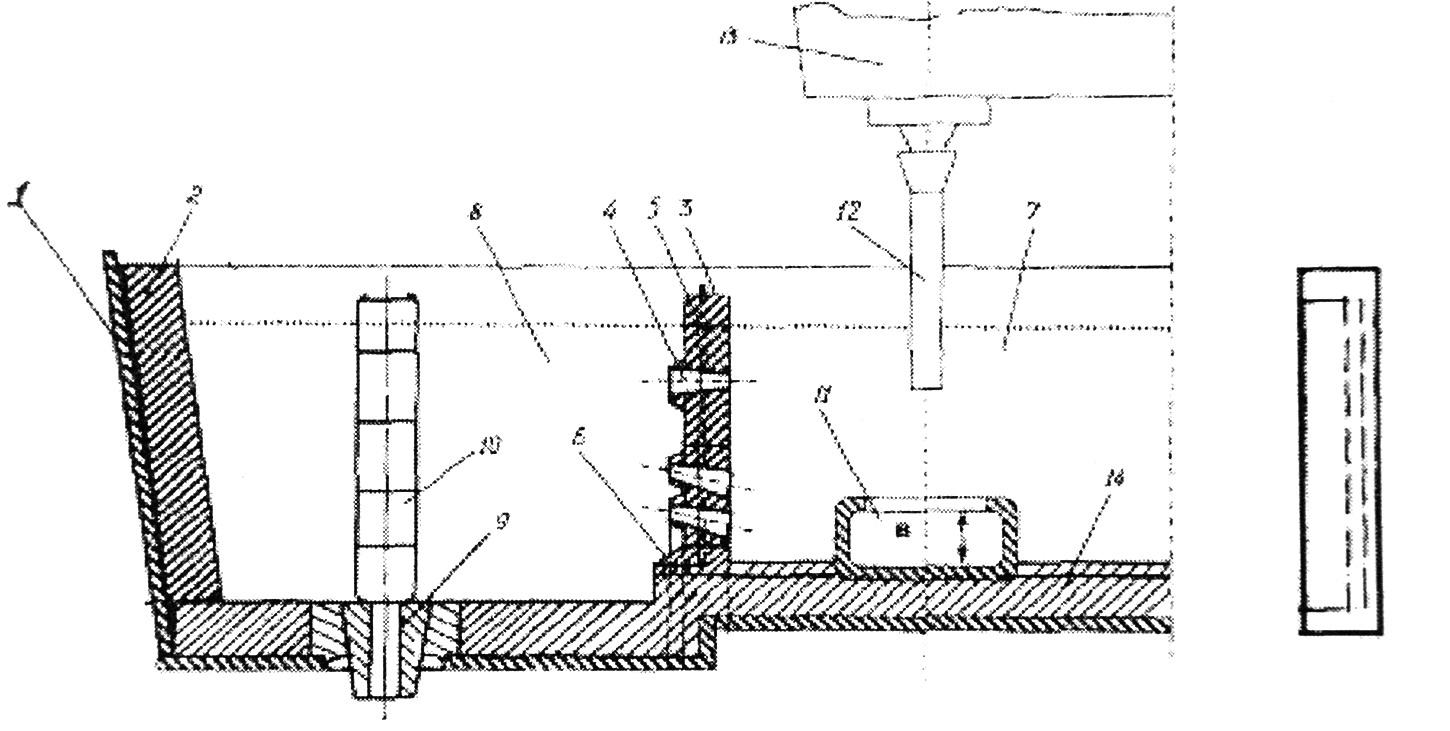
Рис. 13. Конструкция промежуточного ковша, продольный разрез, перегородка: 1 -металлический корпус; 2 - огнеупорная футеровка; 3 – перегородки; 4 - конусные переливные каналы; 5 - газоподводящий канал; 7 - приемная камера; 8 - разливочная камера; 9 - сталевыпускные каналы; 10 - стопора; 11 - струйный приемник-гаситель; 12 -защитная труба; 13 - сталеразливочный ковш; 14 –днище.
Наиболее предпочтителен вариант выполнения длины щелевидного сопла 0.7-0.8 ширины перегородки. Выходные участки переливных каналов со стороны разливочной камеры выполнены в виде выступов, высота которых относительно плоскости перегородки составляет 0.5-1.0 толщины перегородки. Струйный, приемник-гаситель выполнен в виде стакана с заплечиками. Высота гасителя струи металла по нижней поверхности заплечиков составляет 0,25-0.3 высоты рабочего уровня металла в ковше, а его диаметр составляет 2.5-4 диаметра защитной трубы. Рабочий слой днища выполнен из периклазовых огнеупоров, перегородка и приемник-гаситель струи металла выполнены монолитными из высокостойкого низкоцементного корундового бетона [16].
Струя жидкой стали из сталеразливочного ковша, через защитную трубу, подается в струйный приемник-гаситель, при этом обеспечивается гашение кинетической энергии струи и заполнение приемной камеры жидким металлом в ламинарном режиме, что исключает «размывание» футеровки днища, стен и перегородки в приемной камере ковша. Большая часть холодного металла с днища сталеразливочного ковша и непрогретого сталевыпускного тракта, попадая в струйный приемник-гаситель, остается в нем. Следующий за холодным металлом более горячий металл поступает в приемную и разливочную камеры. Форма и объем приемника-гасителя подобраны из расчета удержания большей части первичного холодного металла. Это способствует стабилизации начала разливки. За счет конусной формы каналов, а также выступов в перегородке, в разливочной камере возникают восходящие потоки жидкого металла (выступы в перегородке устраняют также возникновение пристеночного эффекта - «прилипание» струй металла к поверхности перегородки). При прохождении конусных каналов среднего и нижнего ярусов, скорость струй переливаемого металла возрастает, при этом содержащиеся в металле неметаллические включения распределяются в его объеме, захватываются пузырьками продувочного газа, транспортируются в верхний слой металла и ассимилируются шлаком. Выполнение каналов в верхней части перегородки с обратной конусностью по отношению к нижним каналам позволяет уменьшить скорости струй металла под шлаковым покровом, что уменьшает вероятность затягивания неметаллических включений в сталь из шлака. За счет продувки расплава инертным газом (аргоном) из щелевидного сопла во всем объеме металла, расположенном в разливочной камере, образуется большое количество мелких газовых пузырей, при всплывании которых обеспечивается очистка стали от неметаллических включений [16].
Были проведены опытно-промышленные испытания данного изобретения в условиях кислородно-конвертерного цеха ОАО «ММК», которые дали следующие результаты, занесенные в табл. 8 [16].
Таблица 8. Качество металла разлитого через опытные и серийные промежуточные ковши
|
Тип ковша |
№ плавки |
Балл дефекта |
Содержание неметаллических включений,% |
|||
|
Al2O3 |
SiO2 |
MnS |
Сумма |
|||
|
Опытный |
1 |
0,5 |
0,038 |
0,021 |
0,047 |
0,106 |
|
2 |
0,0 |
0,033 |
0,020 |
0,035 |
0,088 |
|
|
7 |
0,5 |
0,021 |
0,031 |
0,020 |
0,072 |
|
|
9 |
1,0 |
0,025 |
0,023 |
0,044 |
0,092 |
|
|
Серийный |
7 |
2,0 |
0,098 |
0,097 |
0,089 |
0,294 |
|
3 |
1,5 |
0,061 |
0,069 |
0,074 |
0,204 |
|
|
7 |
1,5 |
0,063 |
0,062 |
0,077 |
0,192 |
|
|
9 |
2,0 |
0,089 |
0,084 |
0,091 |
0,264 |
|

Рис. 14. Качество металла разлитого через опытные и серийные промежуточные ковши
Очевидно, что качество металла, разлитого через промежуточные ковши рассмотренной конструкции, значительно выше по сравнению с качеством металла с использованием обычных ковшей. При этом средняя серийность разлива рассмотренных ковшей составила 9,4 плавок, тогда как обычных - только 6,6. что позволило значительно сократить расход огнеупоров на перефутеровку промежуточных ковшей [16].
Таким образом, анализ различных публикаций, посвященных непрерывной разливке стали показал, что конструкцию промежуточного ковша однозначно дающую положительные результаты исследований получить очень сложно и не всегда выгодно экономически. Однако можно выделить ряд основных требований, которые должна обеспечивать вновь предлагаемая конструкция:
- увеличение продолжительности пребывания металла в ковше:
- создание управляемой гидродинамики в промежуточном ковше:
- создание оптимальных условий для отделения шлака и неметаллических включений, имеющих место в жидкой стали.