

Автоматизация конвертерного производства
Конвертер представляет сосуд грушевидной формы из стали, выложенный огнеупором. Через горловину осуществляют заливку чугуна и загрузку скрапа (металлолом). Сбоку, ниже горловины - летка - отверстие для выпуска стали и шлака. При плавке конвертер в вертикальном положении. При остальных операциях - поворачивается электроприводом вокруг горизонтальной оси на определенный угол.
Принцип плавки в том, что при продувке чистого кислорода через чугун примеси: сера, фосфор, углерод, кремний, марганец - окисляются с выделением такого количества теплоты, которого хватает для поддержания металла в жидком состоянии. Другого источника тепла нет. Продувка бывает донная, боковая и верхняя. Для подачи кислорода используют фурмы. Процесс очень быстр - 40-45 мин.
С 1963 года строительство мартенов прекращено. Емкость: 10, 30, 100, 250, 300 тонн. На ЧМК - 350 тонн.
Основные приводы: привод поворота и привод фурм (продувочной и измерительной).

Для поворота применяют многодвигательный привод. Для конвертеров 100-350 т: 8-12 двигателей 100т - 8х32 кВт; 300т - 12х60 кВт. Для повышения надежности тройной запас по мощности.
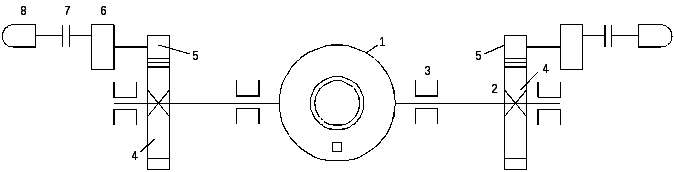
Кинематика - кольцо, опоясывающее цилиндрическую часть (1) с двумя цапфами (2) опирается на опорные подшипники (3). Каждая цапфа жестко связана с тихоходной шестернёй (4). По окружности расположены быстроходные шестерни (по числу двигателей на каждой стороне) (5), которые через подвесные редукторы (6) и муфты (7) присоединяются к приводным двигателям (8).
Требования к приводу:
Диапазон регулирования скорости 40:1;
Плавное и ступенчатое регулирование скорости. Плавное при сливе стали.;
Минимальное время поворота до начала слива;
Равномерное распределение нагрузки;
Отсутствие перекосов механизма;
Высокая надежность.
Применяют двигатели постоянного тока (ДПТ) с питанием от реверсивного тиристорного преобразователя (РТП). Обычно применяют несколько силовых блоков (СБ) для питания двигателей по группам. В каждый СБ входит трансформатор, РТП, группа ДПТ. Скорость регулируется СПР с контурами тока и скорости. Для каждого силового блока свой регулятор тока и контур тока. Регулятор скорости - общий. Система астатическая с ПИ-регулятором скорости. Обратная связь по скорости от тахогенератора (ТГ), связанного с одним из двигателей.
Пример одной из схем на рисунке.

Фурм обычно бывает 2 - рабочая и резервная. Одна в конвертере, другая в верхнем положении. Требования:
Диапазон регулирования 15-ти кратный;
Высокая точность останова при подаче на продувку;
Плавный пуск и торможение (а<2 м/с).
В системе должны быть блокировки, запрещающие опускание фурмы, если конвертер не в вертикальном положении. Система с контуром тока и скорости. ПИ-регулятор скорости и тока. ДПТ с питанием от РТП.
Электропривод установок непрерывной разливки стали (УНРС)
В настоящее время все конвертерные цеха с УНРС. Преимущества:
1) сокращение капитальных затрат за счет исключения разливки в изложницы и блюминга;
2) снижение себестоимости;
3) улучшение качества металла и уменьшение (до 20%) обрези;
4) повышение производительности;
5) более высокий уровень автоматизации (непрерывные процессы легче автоматизируются). Бывают вертикальные и радиальные (с изгибом).
Т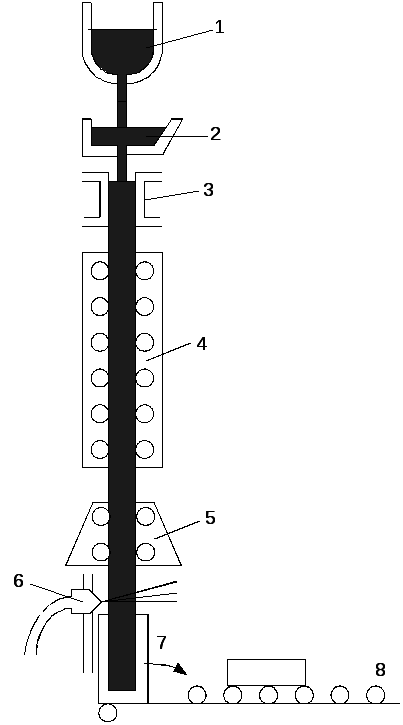 ехнология:
Сталеразливочным ковшом (1) сталь подается
к УНРС. Сливается в промежуточный ковш
(2), который служит для регулирования
истечения металла в кристаллизатор
(3). Регуляторы-стопора в отверстиях у 1
и 2. В кристаллизаторе создается прочная
и твердая оболочка слитка. Для интенсивного
отвода тепла рабочие внутренние стенки
из красной меди, внешние - сталь. Внутри
течет вода.
ехнология:
Сталеразливочным ковшом (1) сталь подается
к УНРС. Сливается в промежуточный ковш
(2), который служит для регулирования
истечения металла в кристаллизатор
(3). Регуляторы-стопора в отверстиях у 1
и 2. В кристаллизаторе создается прочная
и твердая оболочка слитка. Для интенсивного
отвода тепла рабочие внутренние стенки
из красной меди, внешние - сталь. Внутри
течет вода.
Кристаллизатор совершает возвратно-поступательное движение: вниз - со скоростью втягивания металла, вверх - значительно быстрее - во избежание разрыва стенки слитка (корки) при примыкании к стенкам.
В зоне охлаждения
(4) металл полностью затвердевает.
Струйное, форсуночное, ролико-форсуночное
охлаждение. Металл тянется клетью с 4
валками (5). Она же подает в кристаллизатор
затравку - до уровня дна кристаллизатора
- в начале процесса. Затравка (![]() (ласточкин
хвост)) сцепляется с металлом и тянет
его за собой. При выходе отделяется от
металла. Порезка кислородно-ацетиленовыми
резаками на каретке, которая перемещается
поперек и в то же время вниз синхронно
с металлом.
(ласточкин
хвост)) сцепляется с металлом и тянет
его за собой. При выходе отделяется от
металла. Порезка кислородно-ацетиленовыми
резаками на каретке, которая перемещается
поперек и в то же время вниз синхронно
с металлом.
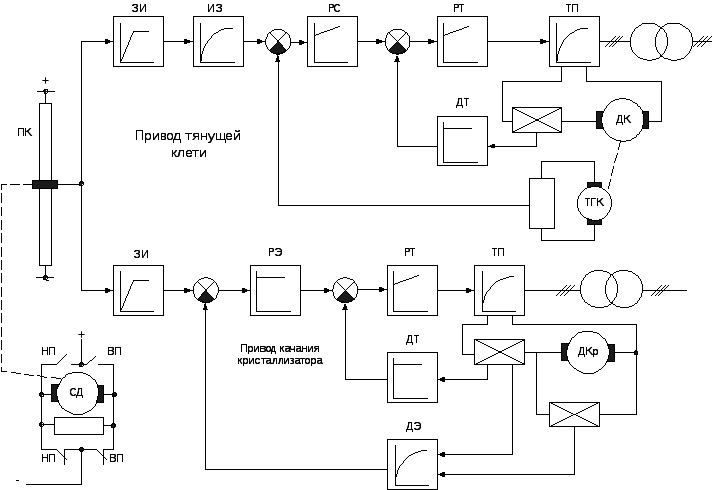
Основные привода - привод качания кристаллизатора, тянущий клети и тележки газорезки. Общее требование: Д=10:1. Используют ДПТ с индивидуальными ТГ.
Привод механизма качалки кристаллизатора должен быть согласован по средней скорости со скоростью тянущей клети.
Для привода тянущей клети кроме Д=10:1 - вниз, надо обеспечить подъем с повышенной скоростью вверх при вводе затравки, высокую жесткость характеристики для стабилизации скорости разливки со временем разгона не менее 10-20 с.
У обоих приводов управляющее воздействие общее.
Для тянущей клети: ПИРС с фильтром в канале задания. Обратная связь по скорости с ТГ. На входе - ЗИ. ТП нереверсивный, подъем осуществляется изменением полярности переключением контактов (контакторы или тиристорные ключи).
Механизм качания. Жесткости не надо, особой точности тоже. Обратная связь по ЭДС и П-регулятор ЭДС. Амплитуда качания - несколько миллиметров. Механизм - эксцентриковый. Сигнал задания идет от плоского контроллера (ПК), траверсы которого перемещается серводвигателем. При замыкании ВП напряжение растет, НП - падает.
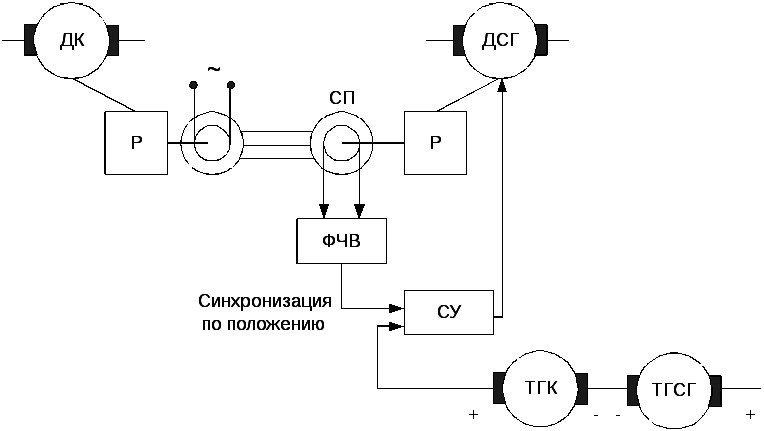
Привод резаков представляет собой трехконтурную схему: ток, скорость, положение (ПИРТ, ПРС). Два сельсина задатчика - вперед и назад и один сельсин-приемник. Рассогласование на вход РС идет через ФЧВ. С помощью ограничения скорости на различных уровнях реализуется рабочая скорость реза, подвод к металлу и возврат в исходное положение. Ограничение ставят в цепи ОС РП (линейного).
Привод стола должен быть синхронизирован с тянущей клетью при ходе вниз и возврат вверх на повышенной скорости. Для согласования путей стола и слитка используется сельсинная синхронно-следящая система. Для согласования скорости сравнивают напряжения ТГК и тахогенератора стола газорезки ТГСГ (точность 2-3%).
Замечание: для управления приводом УНРС необходимо согласовать включение и изменение режимов работы нескольких двигателей. Для этого используют логические схемы управления. Последние системы проектируются ТПЭП на базе Симатик.