

Механизм электрический однооборотный
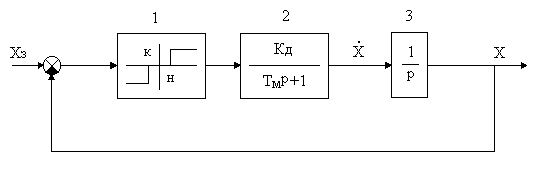
В качестве исполнительных устройств в газовых и воздушных магистралях наиболее распространенными являются устройства типа МЭО (механизм электрический однооборотный). Они представляют собой электродвигатели переменного тока, управляемые бесконтактными реверсивными пускателями (ПБР). Кроме того, в устройстве имеется датчик положения исполнительного механизма, позволяющий контролировать выполнение команды на перемещение рабочего органа. В модели АСР исполнительный механизм может быть представлен достаточно точно следующей структурой:

Здесь
![]() - задание на положение рабочего органа
(задвижки, клапаны, шибера и т.д.). Это
задание может быть выдано оператором
или регулятором. Задание выдается в
виде сходного сигнала с соответствующим
уровнем тока или напряжения, например
от 0 до 20 мА или от 0 до 10 В. Параметрами
- задание на положение рабочего органа
(задвижки, клапаны, шибера и т.д.). Это
задание может быть выдано оператором
или регулятором. Задание выдается в
виде сходного сигнала с соответствующим
уровнем тока или напряжения, например
от 0 до 20 мА или от 0 до 10 В. Параметрами
![]() и
и
![]() обозначены соответственно скорость
перемещения и перемещение рабочего
органа, которые могут измеряться в
относительных или абсолютных единицах
измерения.
обозначены соответственно скорость
перемещения и перемещение рабочего
органа, которые могут измеряться в
относительных или абсолютных единицах
измерения.
Звено 1 в структуре моделирует работу пускателя. Параметр Н соответствует напряжению управления пускателя, а параметр К – напряжению питания двигателя.
Звено 2 упрощенно
моделирует сам электродвигатель в виде
апериодического звена. Коэффициент
![]() связывает напряжение питания и частоту
вращения вала МЭО. Его можно рассчитать
по данным МЭО. Например, МЭО с напряжением
питания 220 В отрабатывает поворот на
900
за
связывает напряжение питания и частоту
вращения вала МЭО. Его можно рассчитать
по данным МЭО. Например, МЭО с напряжением
питания 220 В отрабатывает поворот на
900
за
![]() .
В этом случае
.
В этом случае
![]() ,
,
![]() ,
,
![]() .
.
Постоянная
времени
![]() зависит от конструкции механизма и
может быть принята равной от 0.1 до 0.2 с.
зависит от конструкции механизма и
может быть принята равной от 0.1 до 0.2 с.
Звено 3 моделирует
переход от скорости перемещения
рабочего органа
![]() к величине перемещения
к величине перемещения
![]() .
.
Учитывая, что
 ,
этот переход моделируется интегратором
с ограничением выхода. Ограничения
вводятся в зависимости от используемых
для параметра
,
этот переход моделируется интегратором
с ограничением выхода. Ограничения
вводятся в зависимости от используемых
для параметра
![]() единиц измерения, например от 0 до 900,
от 0 до
единиц измерения, например от 0 до 900,
от 0 до
![]() ,
или в относительных единицах от 0 до
1.
,
или в относительных единицах от 0 до
1.
Звено 4 – датчик
положения осуществляет преобразование
параметра X
в соответствующий
сигнал обратной связи. Величина
![]() зависит от размерности
зависит от размерности
![]() и
и
![]() и
может быть рассчитана по формуле
и
может быть рассчитана по формуле
![]() .
.
Следует заметить,
что при моделировании исполнительного
устройства в относительных единицах,
структура модели может быть упрощена.
В этом случае считаем
![]() ,
,
![]() ,
,
![]() .
Отсюда можно считать, что
.
Отсюда можно считать, что
![]() ,
,
![]() ,
параметр К
в звене 1 равен
,
параметр К
в звене 1 равен
 .
Для рассмотренного выше примера
.
Для рассмотренного выше примера
![]() .
Модель примет вид:
.
Модель примет вид:
В отдельных случаях можно еще более упростить модель и исключить из нее апериодическое звено. Порог срабатывания релейного элемента можно принять в этом случае равным от 0,01 до 0,02.
В зоне малых отклонений исполнительное устройство можно представить инерционным звеном с постоянной времени Тм = 0,05 τ.
Регуляторы можно
тоже моделировать как в реальных, так
и в относительных параметрах. В последнем
случае максимальный выход регулятора
также изменится в диапазоне от 0 до 1 или
![]() .
При использовании абсолютных единиц,
например унифицированного сигнала
.
При использовании абсолютных единиц,
например унифицированного сигнала
![]() и моделировании исполнительного
устройства в относительных единицах,
следует ввести между регулятором и
структурой исполнительного устройства
дополнительный элемент с коэффициентом,
равным отношению
и моделировании исполнительного
устройства в относительных единицах,
следует ввести между регулятором и
структурой исполнительного устройства
дополнительный элемент с коэффициентом,
равным отношению
![]() .
Назовем этот коэффициент коэффициентом
согласования
.
Назовем этот коэффициент коэффициентом
согласования
![]() .
.
Структурная схема модели объекта в системе регулирования температуры представлена на рисунке.

Здесь НЗ -
нелинейное звено, моделирующее связь
между
![]() и tº,
звено 5 учитывает инерционность объекта,
звено 6 – квадратичную зависимость
между давлением и расходом, звено 3
моделирует связь между х и Q2.
Эта связь может быть представлена в
общем случае апериодическим звеном с
передаточной функцией
и tº,
звено 5 учитывает инерционность объекта,
звено 6 – квадратичную зависимость
между давлением и расходом, звено 3
моделирует связь между х и Q2.
Эта связь может быть представлена в
общем случае апериодическим звеном с
передаточной функцией
![]() ,
где
,
где
![]() -
коэффициент, Т-
постоянная времени (при небольших
значениях Т связь моделируется
безынерционным звеном
-
коэффициент, Т-
постоянная времени (при небольших
значениях Т связь моделируется
безынерционным звеном
![]() ).
).
Следующая схема, представленная на рисунке, включает в себя учет начальной температуры печи (для методических печей режим «дежурного газа», обеспечивающий температуру около 800 ºС) и исполнительный механизм типа МЭО.

Вопросы, связанные с выбором законов регулирования и определения параметров регуляторов, подробно рассмотрены в курсах "Теория автоматического управления", "Проектирование систем автоматизации". "Средства локального контроля и управления".
Внешним контуром по отношению к контуру регулирования расхода газа является контур регулирования температуры. Схема модели представлена на рисунке.

АСУТП нагрева
обеспечивает регулирование температуры
сляба с отклонением
![]() и градиентом по сечению не более
и градиентом по сечению не более
![]() .
.
АСУТП работает в трех основных режимах:
-
информационный;
-
советчика;
-
управление процессами.
Информационный режим - пассивное слежение за металлом, измерение технологических параметров, набор статистики. В режиме советчика - активное слежение, то есть управление посадом и выдачей, все функции информационного режима, кроме того, расчет заданных температур и соотношений, выдаваемых оператору.
Пользуясь протоколом, нагревальщик задает уставки регулятора.
В режиме управления уставки выдаются УВК (непрямое цифровое управление).
Первый режим для ввода в эксплуатацию. Второй и третий - обычный. При переводе операторами из режима в режим УВК проверяет возможности перевода.
Работа АСУ ТП прокатки
Участок прокатки обслуживается АСУ ТП, включающей в себя локальные системы автоматики (САРТ, главные электропривода, привода нажимных устройств и т.д.) и УВК, осуществляющего оптимизацию прокатки в целом в черновой и чистовой группы клетей. Как и на участке печей, АСУ должна обеспечить слежение за металлом, сбор и обработку технологической информации, выработку управляющих воздействий.
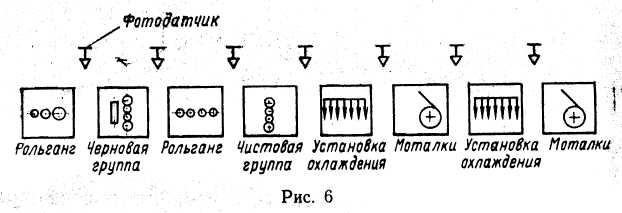
Слежение за металлом осуществляется с помощью фотодатчиков. Схема расположения фотодатчиков системы слежения показана на рисунке. Опыт эксплуатации АСУ ТП показал, что надежность фотодатчиков на стане снижается до 80% из-за насыщенности воздуха пылеобразной окалиной и парами воды. Поэтому разработаны и применены схемы дублирования и замены сигналов фотодатчиков сигналами от систем управления главными приводами клетей. При входе металла в клеть увеличивается нагрузка на двигатели и нажимные винты. Эти сигналы об увеличении нагрузки и используются (после соответствующих преобразований) в системе слежения.
В процессе прокатки ССОИ контролирует параметры технологического процесса (раствор валков, усилие прокатки, момент и мощность прокатки) и металла (температура, толщина, ширина полосы). Все сигналы, поступающие с датчиков и измерительных приборов, преобразуются в блоках преобразования сигналов и устройствах промышленной электроники в форму, приемлемую для УВК. В качестве измерительных приборов используют оптические и цветовые пирометры, изотопные и рентгеновские толщиномеры, пресс-дукторы и т. д. Схема расположения линии стана с указанием мест измерений и наименований контролируемых параметров представлена на рисунке, где 1 — измерение толщины; 2 — ширины; 3 — температуры раската; 4 — начального раствора валков; 5 — усилия прокатки; 6 — момента прокатки; 7 — окружной скорости валков; 8 — мощности; 9 — раствора валков при прокатке; 10 — усилия противоизгиба рабочих валков; 11 — удельного натяжения полосы.

Основная задача УВК на участке прокатки состоит в выборе оптимального деформационного и скоростного режимов. При этом решается вопрос о рациональном распределении необходимого суммарного обжатия между клетями стана (отдельно для черновой и чистовой групп клетей). Исходными данными для расчета режима в черновой группе являются параметры сляба и готового раската (подката для чистовой клети), для чистовой — параметры раската и готовой полосы. Способы оптимизации режимов в черновой и чистовой группах клетей в достаточной степени индивидуальны, что объясняется различиями в моделях групп клетей и требованиях (критериях) оптимальности.
При
расчете режима прокатки в черновой
группе широко применяются базовые планы
прокатки. Для различных диапазонов
типоразмеров слябов они получаются в
результате статистической обработки
и оптимизации режимов ручной настройки
черновой группы. Базовый план
представляет собой комплект относительных
обжатий в горизонтальных и вертикальных
валках каждой клети группы. При
расчете режима прокатки слябов с
конкретными размерами УВМ применяет
метод коррекции базового плана.
Относительные обжатия
![]() базового
плана пересчитываются с помощью
коэффициентов коррекции К:
базового
плана пересчитываются с помощью
коэффициентов коррекции К:
![]()
Здесь
![]() —
обжатие в i-й
клети при прокатке сляба данной партии;
—
обжатие в i-й
клети при прокатке сляба данной партии;
![]() —
базовое обжатие в i-й
клети; К—коэффициент
коррекции, зависящий от конкретных
размеров сляба и раската (рассчитывается
УВК).
—
базовое обжатие в i-й
клети; К—коэффициент
коррекции, зависящий от конкретных
размеров сляба и раската (рассчитывается
УВК).
Результаты расчета УВК передает в виде уставок на приводы нажимных винтов клетей.
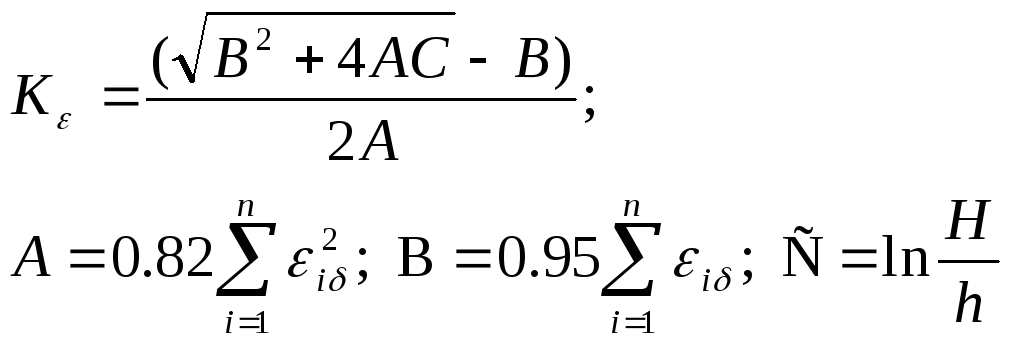
где n-число клетей; Н-толщина сляба (мм); h-толщина раската (мм).
При расчете оптимального режима прокатки в чистовой группе наряду с распределением обжатий по клетям УВМ определяет скорость прокатки в каждой клети и ускорение стана. Скорость прокатки и ускорение назначаются для обеспечения заданной температуры конца прокатки. Опыт эксплуатации АСУ ТП показал, что способ распределения обжатий с помощью базовых планов для чистовой группы клетей неприменим, так как не гарантирует получения планшетного металла. Операторы проводят прокатку двух-трех слябов новой партии и визуально контролируют форму листа. Затем управление передается УВК, который использует результат ручной настройки в качестве первоначального варианта режима прокатки.
Для расчета усилия прокатки используются формулы вида:
![]() ,
,
где t-температура,
Н- входная толщина, В-ширина,
![]() - относительное обжатие,
- относительное обжатие,
![]() - прочностные свойства, K-
коэффициент коррекции.
- прочностные свойства, K-
коэффициент коррекции.
![]()
![]() - коэффициент
адаптации - 0,2
- коэффициент
адаптации - 0,2![]() 0,6;
0,6;
![]() - усилие прокатки
измеренное и расчетное, К/
- предыдущие
значение «К».
- усилие прокатки
измеренное и расчетное, К/
- предыдущие
значение «К».
Коррекция уставок зазора в черновой группе проводится с помощью контура обратной связи.
![]()
где S/![]() - величина
коррекции в предыдущем расчете,
- величина
коррекции в предыдущем расчете,
![]() ,
hp,
hи
- значение толщины.
,
hp,
hи
- значение толщины.
![]()
где h - толщины раската, P - усилие, М - модуль жесткости (т/мм), S0 - исходные раствор - точка отчета.
В настоящее время проводится работа по созданию алгоритмов расчета схем прокатки для чистовой группы клетей, учитывающих требования планшетности. С вводом в программное обеспечение АСУ ТП этих алгоритмов ЭВМ будет определять базовые планы, гарантирующие с большой степенью вероятности получение планшетного листа при соблюдении рациональной загрузки приводов и клетей чистовой группы. Это позволит полностью автоматизировать процесс перестройки чистовой группы при смене партии слябов.
В процессе управления как черновой, так и чистовой группами клетей ЭВМ широко применяет принципы адаптации, т. е. корректировки математических моделей и уставок локальных систем регулирования. Информация, получаемая от ССОИ, используется для уточнения формул, с помощью которых рассчитываются основные параметры процесса: температура, усилие, момент прокатки, уставки регуляторов скорости приводов и зазора между валками. Применение принципов адаптации позволяет использовать достаточно простые математические модели, уточняемые в процессе управления.