

Общие задачи автоматизации технологических процессов и промышленных установок
Автоматическое управление в сложных объектах и комплексах осуществляется как для циклических, так и для непрерывно-поточных процессов. Часто в одной АСУ объединены оба типа процессов.
Циклические процессы решаются по схеме: транспортировка заготовки на рабочую позицию, обработка и последующее удаление с рабочей позиции. Примерами являются процессы нагрева слитков в колодцах обжимного цеха, штамповка, обработка на металлорежущих станках, выплавка стали в конвертере.
В непрерывно-поточных процессах материал или изделия перемещаются в рабочей зоне с определенной скоростью и подвергаются физико-химическим технологическим воздействиям. Например, непрерывная разливка стали, производство бумаги и т.д. Деление на два типа достаточно условно, т.к. в процессах одного типа всегда имеются признаки другого типа процесса. Возможности для автоматизации непрерывно-поточных процессов больше. Во-первых, кроме изменения количества физико-химических воздействий (температура, давление, обжатие, концентрация и т.д.), появляются дополнительные возможности управления: скорость перемещения и длина рабочей зоны. Кроме того, непрерывно-поточные процессы устойчивее, более производительны, как правило, меньше подвержены действию случайных факторов.
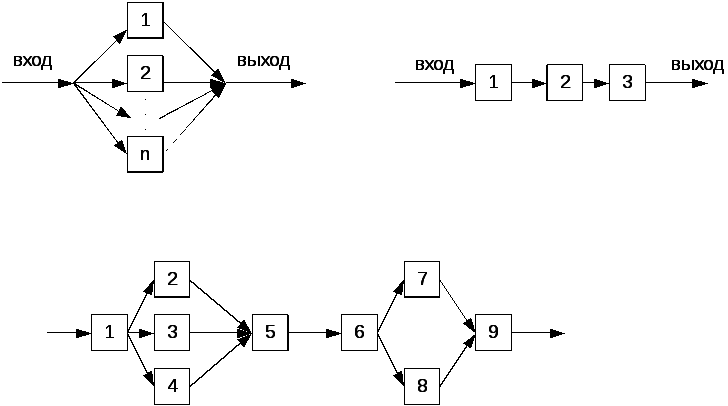
Объединение отдельных автоматизированных агрегатов и участков в сложные объекты и комплексы, управляемые общей системой управления и есть основа того, что понимают под комплексной автоматизацией или комплексной АСУ ТП. Комплексы делятся на три основные группы; с параллельным, последовательным или смешанным включением отдельных объектов управления. Параллельное применяют для повышения производительности участка (генераторы, компрессоры, насосы и т.д.). Последовательное диктуется технологией процесса. Комбинированное позволяет согласовать производительность отдельных участков.
Например; 1 - склад слябов, 2,3,4 - нагревательные печи, 5,6- черновая и чистовая группа клетей, 7,8 - моталки и агрегаты резки, 9 - склад.
В циклических процессах три стадии: загрузка, выполнение технологических операций, выгрузка. Их можно обозначать: Т транспортирование, П - преобразование и снова транспортирование Т, Основная задача АСУ ТП - согласование технологических и транспортных операций для обеспечения ритмичной работы комплекса. Должен соблюдаться материальный баланс, очередные операции должны начинаться только после окончания полного или части вполне определенных предыдущих. Структурная схема управления циклическим процессом представлена на рисунке.
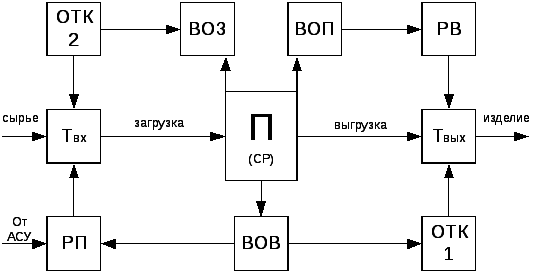
Транспортирующие устройства Твх и Твых служат для загрузки и высвобождения объекта. Выгрузка начинается только после получения сигнала с выявителя окончания процесса ВОП и включения реле выгрузки РВ. После выгрузки выявитель окончания выгрузки через отключающее устройство ОТК1 останавливает Твых и через промежуточное реле РП готовит Твх к загрузке. Загрузка начинается после прихода сигнала от АСУ и отключается через выявитель окончания загрузки ВОЗ и ОТК2. Определение моментов окончания каждой операции осуществляется с помощью различных датчиков, в зависимости от вида объекта, применяемого сырья и заготовок (штучные, сыпучие, жидкие и т.д.), В системе управления должна сосредотачиваться вся информация (технологическая и путевая) от всех участков комплекса. На ее основе формируются команды управления всеми компонентами комплекса, Управление преобразованием П осуществляется системой регулирования СР. Схематичное представление непрерывно-поточного процесса представлено на рисунке.
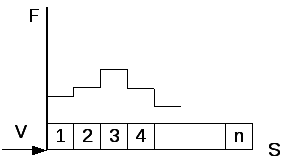
Технологический фактор F(S) воздействует на изделие, перемещаемое со скоростью V по рабочей зоне S. В каждой технологической зоне 1,2,...n , этот фактор автоматически регулируется. Изменение скорости V и длины зоны S расширяет возможности управления. Примерами таких процессов можно считать нагрев металла в методических печах, при котором заготовки проходят ряд зон с разной температурой или прокатку на многоклетьевом непрерывном стане. В первом случае фактором F является температура зоны, а во втором - обжатие в клети.