стойких клеев или методом вулканизации. Не допускается соединение гидрошпонок простым перехлестом без сварки (склейки), а также сваривание или стыкование гидрошпонок из различных материалов.
Между собой шпонки свариваются (стыкуются) непосредственно на строительной площадке при температуре воздуха не ниже +5 °С. При атмосферных осадках работы проводят под защитой тента.
Для монтажа шпонок используют специальное оборудование: машинку для выравнивания и прижатия шпонок и сварочный утюг, который разогревается до температуры 180—200 °С, оплавляя края соединяемых шпонок.
Рис. 5.10. Последовательность сварки гидрошпонок
Технологический процесс сварки гидрошпонок состоит из следующих операций (рис. 5.10):
•концы шпонок ровно обрезают ножом или алмазным диском (рис. 5.10, а);
•проверяют плотность соединения стыкуемых концов шпонки (рис. 5.10, б);
•разогревают сварочный утюг до необходимой температуры (рис. 5.10, в);
•помещают утюг между стыкуемыми концами шпонки и тщательно прижимают их к утюгу (рис. 5.10, г);

•шпонки удерживают прижатыми к сварочному утюгу до полного и равномерного оплавления стыкуемых концов шпонки (рис. 5.10, г);
•удаляют утюг и плотно прижимают расплавленные стыкуемые концы шпонки друг к другу, при необходимости корректируя их положение (рис. 5.10, д); сварной шов остывает в течение 5 мин;
•по окончании работ сварочный утюг очищают от остатков материала шпонки (рис. 5.10, е).
Качество выполнения сварных стыков проверяют визуально и механически (обычно проверку осуществляют лампами на просвет) как после сварки шпонки, так и непосредственно перед бетонированием.
Сложные узлы и соединения гидрошпонок — крестообразные, угловые и Т-образные — изготавливаются на заводе и поставляются на объект готовыми (рис. 5.11).
Рис. 5.11. Сложные соединительные узлы гидрошпонок, изготавливаемые на заводе
Герметизация технологических швов с применением набухающих шнуров
Набухающие шнуры изготавливаются из гидрофильной резины или на основе бентонитовых глин (рис. 5.12).
При соприкосновении с водой гидрофильный резиновый шнур впитывает ее в себя, увеличиваясь в объеме пропорционально объему впитанной воды, заполняя таким образом свободное пространство в шве и останавливая возможные протечки. Бентонитовый шнур при соприкосновении с водой расширяется в объеме, образует плотный влагонепроницаемый гель. При этом шнур должен набухать в ограниченном (зажатом) пространстве. В зависимости от вида шнура увеличение в объеме при свободном разбухании составляет от 150 до 600 %.
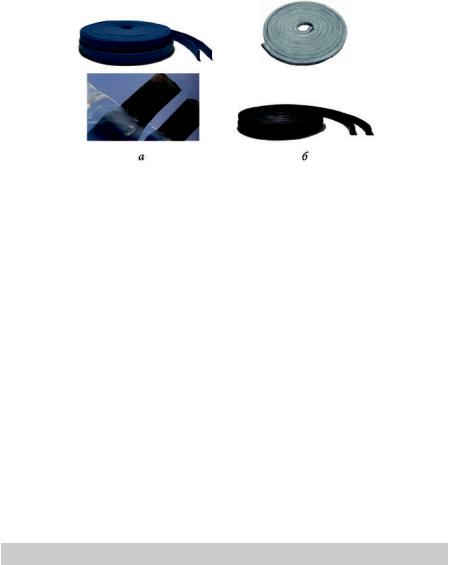
Рис. 5.12. Набухающие шнуры: а — из гидрофильной резины;
б — на основе бентонитовых глин
Во время набухания шнура незначительная часть воды может пройти сквозь шов. После окончания процесса набухания шнура шов становится водонепроницаемым. При снятии гидравлической нагрузки с конструкции шва шнур из гидрофильной резины восстанавливает свою первоначальную форму. При применении шнура на основе бентонитовых глин образовавшийся при его замачивании гель не восстанавливается до исходного состояния. Количество циклов гидратация — дегидратация у шнуров на основе гидрофильной резины неограничено, а у шнуров на основе бентонитов — 5—10.
Набухающие шнуры бывают различных размеров и форм (от круглой — до прямоугольной). Это позволяет их использовать при герметизации технологических швов практически в любой конструкции, а также в трубных проходках.
Физико-механические характеристики набухающего шнура из гидрофильной резины АКВАСТОП тип ПНР приведены в табл. 5.4.
Таблица 5.4
Физико-механические характеристики набухающего шнура из гидрофильной резины АКВАСТОП тип ПНР
Показатель |
Значение показателя |
Сечение, мм |
20×4 |
Цвет |
Синий |
Плотность, г/см3 |
1,2 |
Твердость по Шору, А |
55 |

|
Таблица 5.4 (окончание) |
|
|
|
Показатель |
|
Значение показателя |
Прочность при разрыве, МПа |
|
6 |
Относительное удлинение при разрыве, %, не менее |
|
300 |
Объемное набухание при контакте с водой, %, не менее |
|
600 |
Стойкость к гидростатическому давлению, атм, не менее |
|
8 |
Физико-механические характеристики набухающих шнуров АКВАСТОП тип ПНБ, ГИДРОФЕСТ, ВАТЕРСТОП на основе бентонитовых глин представлены в табл. 5.5.
Таблица 5.5
Физико-механические характеристики набухающих шнуров на основе бентонитовых глин АКВАСТОП тип ПНБ, ГИДРОФЕСТ, ВАТЕРСТОП
|
|
Значение показателя |
|
Показатель |
|
Марки |
|
|
АКВАСТОП |
ГИДРОФЕСТ |
ВАТЕРСТОП |
|
|
|
|
тип ПНБ |
|
|
|
|
20×15, 25×15, |
10×20, 15×25, |
10×20, 15×25, |
|
Сечение, мм |
20×25, 30×25, |
|
25×19 |
20×25 |
|
|
40×20 |
|
|
|
|
|
Плотность, г/см3 |
1,35 |
|
1,4 |
|
Стойкость к гидростатическому |
3—7 |
7 |
|
|
давлению, атм |
|
|
|
|
|
|
Объемное набухание при контак- |
250 |
350—500 |
200—400 |
|
те с водой, %, не менее |
|
|
|
|
|
Коэффициент фильтрации, см/с, |
|
2,2×10–8 |
2,0×10–9 |
|
не более |
|
|
|
|
Гибкость на брусе R = 25 мм, °С |
|
|
–40 |
|
Диапазон температур при уста- |
–15…+50 °С |
–15…+50 °С |
|
|
новке |
|
|
|
|
|
|
Прочность при разрыве, МПа, не |
|
|
0,4 |
|
менее |
|
|
|
|
|
|
|
Относительное удлинение при |
|
|
200 |
|
разрыве, %, не менее |
|
|
|
|
|
|
|
Вес, кг/м |
0,4—0,6 |
|
0,8 |
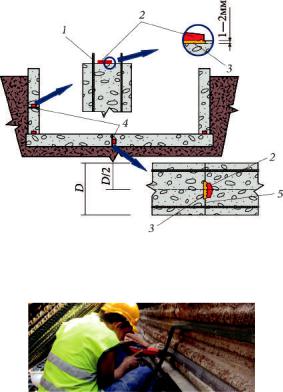
Набухающие шнуры из гидрофильной резины фиксируются к железобетонному элементу с помощью специальных клеев или мастик (рис. 5.13), а шнуры на основе бентонитовых глин крепятся механически — при помощи металлической сетки и дюбелей по бетону с шагом 350—500 мм (рис. 5.14).
Рис. 5.13. Схема монтажа набухающего шнура с помощью клея:
1 — арматура; 2 — набухающий шнур; 3 — клей; 4 — технологический шов со шнуром; 5 — технологический шов
Рис. 5.14. Монтаж набухающего шнура механическим способом
Технологический процесс установки набухающего шнура и ведения бетонных работ включают следующие операции:
•перфоратором с малой энергией удара делают штрабу глубиной 1—2 мм, попутно очищая место установки шнура от грязи, пыли и цементного молочка; при этом минимальное расстояние от края конструкции составляет 70 мм (рис. 5.15, а);
•очищают поверхность шнура от возможных загрязнений;

•устанавливают шнур в проектное положение и производят его крепление (либо на клей, либо на дюбели); горизонтальный стыковой узел выполняется с нахлестом 20 мм; угловой и Т-образный стыковые узлы выполняются без нахлеста, при этом стыковой край шнура должен быть ровно обрезан (рис. 5.15, б);
•производят укладку бетонной смеси в блок бетонирования (при этом следует избегать прямого попадания бетонной смеси непосредственно на установленный шнур во избежание его смещения от проектного положения или разрыва); минимальная толщина укладки бетона составляет 100 мм (рис. 5.15, а);
•вибрируют уложенную бетонную смесь, не касаясь наконечником вибратора самого шнура (через 30 мин рекомендуется вибрирование в зоне установки шнура повторить);
•выдерживают уложенный бетон, осуществляя влажностный уход за ним.
Рис. 5.15. Установка набухающего шнура: а — расположение набухающего шнура в конструкции; б — стыковые узлы набухающих шнуров; 1 — арматура;
2 — набухающий шнур
5.2.2.2. Герметизация деформационных швов
Деформационные швы представляют собой подвижные швы в конструкциях сооружений, позволяющие компенсировать различного рода деформации (тепловые, осадочные и т.д.), и состоят из зазора шва соответствующей величины, гидроизоляционного (противофильтрационного) элемента, заполнителя полости шва (рис. 5.16).
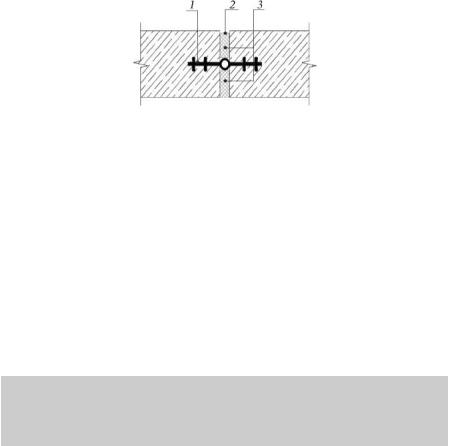
Рис. 5.16. Конструкция деформационного шва:
1 — гидроизоляционный элемент; 2 — зазор шва;
3 — заполнитель полости шва
По величине зазора деформационные швы подразделяются на:
•узкие — до 30 мм;
•средние — 60 мм;
•широкие — более 60 мм.
Минимальная величина зазора деформационного шва зависит от расстояния между деформационными швами в конструкции и выражается отношением между ними. В зависимости от типа конструкции это соотношение может быть разным (табл. 5.6).
Таблица 5.6
Зависимость величины зазора деформационного шва от расстояния между деформационными швами
|
|
|
Минимальная величина |
|
Тип конструкции |
Элементы конструкции |
зазора шва по |
|
отношению к расстоянию |
|
|
|
|
|
|
между швами |
|
|
Наружные стены, конструкция |
1/1500 |
|
|
покрытия с теплоизоляцией |
|
|
Бетонные и железо- |
Конструкция покрытия без те- |
1/1000 |
|
бетонные |
плоизоляции |
|
|
|
|
Парапеты и ограждения |
1/300 |
|
|
Подземные сооружения |
1/1000 |
|
Бетонная подготовка |
Бетон лотков, покрытия |
1/300 |
Расстояние между деформационными швами в конструкции принимается конструктивно или по расчету и зависит от разницы осадок между секциями (блоками) конструкций, их кренами, величинами тем-

пературных расширений и усадки монолитных железобетонных конструкций, конструктивных особенностей несущих элементов, конструкций деформационных швов и других факторов.
Максимальное расстояние между деформационными швами приводится в нормативно-технической документации и зависит от вида сопрягаемых конструкций, их размера, условий эксплуатации, применяемых строительных материалов и т.д. Максимальные расстояния между деформационными швами для различных строительных конструкций, воспринимающие воздействия от изменения температуры, приведены в табл. 5.7.
Таблица 5.7
Максимальное расстояние между деформационными швами для различных строительных конструкций
|
|
Расстояние между деформационными |
|
|
швами в конструкциях, м |
|
Вид сооружения или |
подвергающих- |
не подвергающихся |
|
конструкции |
|
ся атмосферно- |
воздействию |
|
|
атмосферному или |
|
|
му воздействию |
|
|
подземных вод |
|
|
|
|
Сборные конструкции из бетона |
30 |
40 |
|
Сборные железобетонные плоские кон- |
30 |
50 |
|
струкции |
|
|
|
|
Монолитные конструкции из неарми- |
10 |
20 |
|
рованного бетона |
|
|
|
|
Монолитные конструкции из железо- |
20 |
30 |
|
бетона |
|
|
|
|
Монолитные железобетонные плоские |
|
|
|
конструкции и предварительно напря- |
25 |
40 |
|
женные объемные конструкции из пло- |
|
|
|
|
ских элементов |
|
|
|
Подпорные стенки: неармированные/ |
9/18 |
12/24 |
|
армированные |
|
|
|
|
Парапетные стенки: неармированные/ |
|
3/6 |
|
армированные |
|
|
|
|
|
Бетонная подготовка: неармированная/ |
(от 1,5 до 6)/(от 3 до 9) |
|
армированная |
|
|
|

При воздействии других нагрузок на конструкцию необходимо учитывать возможные деформации от них, что может повлиять на расстояния между деформационными швами.
По величине возможных деформаций различают деформационные швы:
•малых перемещений — при возможных деформациях 25 % и менее ширины шва;
•больших перемещений — при возможных деформациях более 25 % ширины шва.
Основными материалами для герметизации деформационных швов являются гидрошпонки, эластичные герметики и гидроизоляционные ленты.
В качестве гидроизоляционного элемента деформационных швов малых перемещений применяют эластичные герметики. В деформационных швах больших перемещений используют гидрошпонки (рис. 5.17).
Вместах сопряжения элементов конструкций применяют гидроизоляционные ленты.
Рис. 5.17. Конструкции деформационного шва: а — с применением герметика;
б— с применением гидрошпонки; 1 — гидроизоляционный элемент; 2 — заполнитель полости шва; 3 — зазор деформационного шва
Гидрошпонки могут применяться как отдельно, так и совместно со специализированными герметиками, например при устройстве двухуровневой защиты деформационного шва.
Для заполнения полости шва могут быть использованы различные материалы: древесина с антисептированной пропиткой, пенопласты, просмоленная пакля (канат) и др. В настоящее время наибольшее распространение получил экструзионный пенополистирол, который закладывается в шов при его формировании в качестве опалубки. Этот

материал не впитывает воду и обладает достаточной прочностью для восприятия нагрузок от свежеуложенного бетона, что является важным фактором при производстве бетонных работ. Применение экструзионного пенополистирола обеспечивает свободное сжатие и раскрытие шва практически без напряжений в сопрягаемых железобетонных элементах.
Герметизация деформационных швов с применением гидроизоляционных шпонок
Гидрошпонки для деформационных швов отличаются от гидрошпонок для технологических швов наличием деформационного элемента, который может воспринимать различные деформации конструкции: сжатие, растяжение, продольный и поперечный сдвиги.
Деформационные элементы гидрошпонок бывают круглого, овального, прямоугольного и П-образного видов. Подбор формы и размера деформационного элемента зависит от величины и направления возможных деформаций сопрягаемых конструкций.
По расположению в бетонном массиве гидрошпонки для деформационных швов (так же, как и для технологических) подразделяются на центральные (двухсторонние, внутренние) и боковые (односторонние, наружные). Центральные гидрошпонки располагаются в центре массива бетона и крепятся к арматуре (рис. 5.18, а), боковые — сбоку и крепятся к опалубке (рис. 5.18, б).
Рис. 5.18. Гидрошпонки для деформационных швов:
а — центральная; б — боковая
Центральные и боковые шпонки разделяются между собой по типоразмеру, области применения и максимальному давлению воды, которое они могут воспринять.
В табл. 5.8 представлена номенклатура гидрошпонок, выпускаемых для герметизации деформационных швов.