В процессе установки гидроизоляционная лента может быть состыкована с наружным гидроизоляционным покрытием либо располагаться под контуром гидроизоляции. Гидроизоляционные ленты удобно применять в местах сопряжения различных элементов (например при переходе с горизонтальной на вертикальную поверхность).
5.3. Устройство гидроизоляционных покрытий
5.3.1. Общие требования к поверхности и правила подготовки поверхности основания для устройства гидроизоляционного покрытия
Подготовка поверхности перед нанесением гидроизоляционных покрытий — одна из самых ответственных, а зачастую и самая сложная и трудоемкая технологическая операция. Так как бетон является самым распространенным строительным материалом, то чаще всего подготовке подлежат поверхности из бетона и железобетона, реже из кирпича и натурального камня (известняка, песчаника и т.д.). Качество подготовки поверхности зависит от применяемого гидроизоляционного материала и должно удовлетворять определенным требованиям, которые указываются производителем конкретного материала. Можно выделить основные требования к качеству подготовки бетонных и железобетонных поверхностей:
•отсутствие рыхлых легко отслаивающихся элементов;
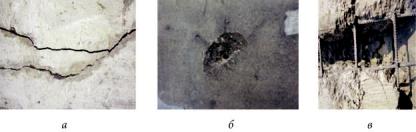
•отсутствие трещин, сколов и раковин, участков непровибрированного бетона (рис. 5.29);
•необходимую ровность поверхности;
•прочность бетона на отрыв не менее 1,5 МПа;
•удаление всех загрязнений и материалов, препятствующих адгезии (грязи, пыли, цементного молочка, опалубочной смазки и т.д.);
•удаление бетона, загрязненного хлоридами;
•допустимую влажность бетона основания.
При невыполнении требований по подготовке поверхности качество гидроизоляционного покрытия и всей гидроизоляционной системы будет низким. Способы подготовки бетонной поверхности назначают в зависимости от степени разрушения конструкции, вида и объема по-


 глубленных и подземных сооружений. Применяется при новом строительстве совместносгидроизоляционнымиПВХмембранами
глубленных и подземных сооружений. Применяется при новом строительстве совместносгидроизоляционнымиПВХмембранами