

1.1.3. Физические основы работы лазера. Волоконные лазеры
Изучение проблемы лазерной резки металлов необходимо начать с рассмотрения физических основ работы лазера. Поскольку далее в работе все исследования точности лазерной резки тонколистовых материалов будут проводиться на лазерном комплексе, использующем иттербиевый волоконный лазер, рассмотрим устройство волоконных лазеров.
Лазер – устройство, преобразующее энергию накачки (световую, электрическую, тепловую, химическую и др.) в энергию когерентного, монохроматического, поляризованного и узконаправленного потока излучения.
Волоконные лазеры были разработаны сравнительно недавно, в 1980-х годах. В настоящее время известны модели волоконных технологических лазеров мощностью до 20 кВт. Их спектральный состав находится в пределах от 1 до 2 мкм. Использование таких лазеров позволяет обеспечить различные временные характеристики излучения.
В последнее время волоконные лазеры активно вытесняют традиционные лазеры из таких областей применения лазерной техники, как, например, лазерная резка и сварка металлов, маркировка и обработка поверхностей, полиграфия и скоростная лазерная печать. Их используют в лазерных дальномера и трехмерных локаторах, аппаратуре для телекоммуникаций, в медицинских установках и т.д.
Основными типами волоконных лазеров являются непрерывные одномодовые лазеры, в том числе однополяризационные и одночастотные; импульсные волоконные лазеры, работающие в режиме модуляции добротности, синхронизации мод, а также в произвольном режиме модуляции; перенастраиваемые волоконные лазеры; сверхлюминисцентные волоконные лазеры; мощные непрерывные многомодовые волоконные лазеры.
Принцип работы лазера основан на пропускании света фотодиода по волокну большой протяженности. Волоконный лазер состоит из модуля накачки (как правило, широкополосные светодиоды или лазерные диоды), световода, в котором происходит генерация, и резонатора. Световод содержит активное вещество (легированнное оптическое волокно — сердцевина без оболочки, в отличие от обычных оптических волноводов) и волноводы накачки. Конструкция резонатора обычно определяется техническим заданием, но можно выделить наиболее распространенные классы: резонаторы типа Фабри — Перо и кольцевые резонаторы. В промышленных установках для повышения выходной мощности иногда объединяют несколько лазеров в одной установке. На рис. 1.2 показана упрощенная схема устройства волоконного лазера.
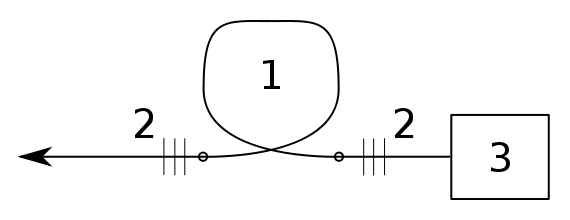
Рис. 1.2. Типичная схема волоконного лазера.
1 — активное волокно; 2 — брэгговские зеркала; 3 — блок накачки.
Основной материал для активного оптического волокна – кварц. Высокая прозрачность кварца обеспечивается насыщенными состояниями энергетических уровней атомов. Примеси, вносимые легированием, превращают кварц в поглощающую среду. Подобрав мощность излучения накачки, в такой среде можно создать инверсное состояние заселённостей энергетических уровней (то есть, высокоэнергетические уровни будут заполнены больше, чем основной). Исходя из требований на резонансную частоту (инфракрасный диапазон для телекоммуникаций) и малую пороговую мощность накачки, как правило, легирование выполняют редкоземельными элементами группы лантаноидов. Одним из распространённых типов волокон являетсяэрбиевое, используемое в лазерных и усилительных системах, рабочий диапазон которых лежит в интервале длин волн 1530—1565 нм. Вследствие различной вероятности переходов на основной уровень с подуровней метастабильного уровня, эффективность генерации или усиления отличается для различных длин волн в рабочем диапазоне. Степень легирования редкоземельными ионами обычно зависит от длины изготовляемого активного волокна. В пределах до нескольких десятков метров она может составлять от десятков до тысяч ppm, а в случае километровых длин — 1 ppm и менее.
Брэгговские зеркала – распределённый брэгговский отражатель — это слоистая структура, в которой коэффициент преломленияматериала периодически изменяется в одном пространственном направлении (перпендикулярно слоям).
Существуют различные конструкции накачки оптических волноводов, из которых наиболее употребительными являются чисто волоконные конструкции. Одним из вариантов является размещение активного волокна внутри нескольких оболочек, из которых внешняя является защитной (так называемое волокно с двойным покрытием). Первая оболочка изготовляется из чистого кварца диаметром в несколько сотен микрометров, а вторая — из полимерного материала, показатель преломления которого подбирается существенно меньшим, чем у кварца. Таким образом, первая и вторая оболочки создают многомодовый волновод с большим поперечным сечением и числовой апертурой, в который запускается излучение накачки. На рис. 1.3 показана схема накачки лазера, основанного на волокне с двойным покрытием.
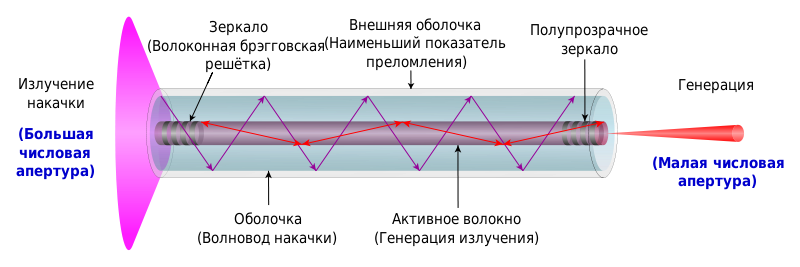
Рис. 1.3. Схема накачки лазера, основанного на волокне с двойным покрытием.
К преимуществам волоконных лазеров традиционно относят значительное отношение площади резонатора к его объёму, что обеспечивает качественное охлаждение, термостойкость кремния и небольшие размеры приборов в подобных классах требований по мощности и качеству. Лазерный луч, как правило, необходимо завести в оптическое волокно для последующего использования в технике. Для лазеров иной конструкции это требует специальных оптических систем коллимации и делает устройства чувствительными к вибрациям. В волоконных лазерах генерация излучения происходит непосредственно в волокне, и оно имеет высокое оптическое качество. Недостатками данного типа лазеров являются опасность возникновения нелинейных эффектов из-за высокой плотности излучения в волокне и сравнительно небольшая выходная энергия в импульсе, обусловленная малым объёмом активного вещества.
Волоконные лазеры проигрывают твердотельным в сферах применения, где требуется высокая стабильность поляризации, а использование сохраняющего поляризацию волокна затруднено по различным причинам. Твердотельные лазеры не могут быть заменены волоконными в спектральном диапазоне 0,7-1,0 мкм. Они также имеют больший потенциал для наращивания выходной мощности импульса по сравнению с волоконными. Однако волоконные лазеры показывают хорошие результаты на длинах волн, где не существует достаточно хороших активных сред или зеркал для лазеров иных конструкций, и позволяют с меньшими сложностями реализовывать некоторые лазерные схемы наподобие up-конверсии.