

2.3.2. Параметрический метод проектирования управляющих программ
Опираясь на рассмотренную в пункте 2.3.1 математическую модель, предложим параметрический метод проектирования управляющих программ, который позволит упростить настройку оборудования.
Предположим,
мы имеем два реальных размера
 и
и и некоторый параметр c, такой что:
и некоторый параметр c, такой что:
 (4),
(4),
Размерам
 и
и соответствуют программные размеры
соответствуют программные размеры и
и .
С учетом (1), верно утверждение:
.
С учетом (1), верно утверждение:
 (5),
(5),
Таким образом, выразив все размеры детали через один предварительно выбранный, мы можем подбирать только его значение, а все остальные получатся автоматически. При этом мы пренебрегли шириной реза. Ширина реза является малой величиной, но если необходимо учесть и её, то соответствующую корректировку можно внести непосредственно в необходимый параметр. Очевидно, что на охватываемых размерах она будет давать уменьшение размера, а на охватывающих – увеличение. Межцентровые расстояния при этом не корректируются на ширину реза. Также ширину реза необходимо учесть при измерении детали для последующего внесения корректировки.
Задача решается через применение языка программного обеспечения Mscript. Данное приложение используется для создания маркируемых моделей и задания режимов и схемы обработки. Язык является Basic-подобным. В нем есть операторы примитивов и булевы операции над ними, также возможны параметры и математические операции над ними. Данные функции можно использовать для создания моделей маркируемых изделий или вырезаемых. При этом между примитивами в явном виде привязки создать нельзя, создание привязок рассмотрено в [3].
Суть методики заключается в разработке управляющей программы, которая представляет собой параметрическую модель изделия, и управлении параметрами для точной настройки на необходимый размер:
Пересчитать размеры детали в середину допуска, они и будут параметрами.
Выбрать размер с наименьшим отношением допуска к номинальному размеру (R).
Выразить все параметры (остальные размеры детали) в долях от выбранного размера с учетом пересчета в середину допуска.
Записать в начале программы параметры, присвоить значение, выраженное через основной параметр формулой. Основному параметру присвоить номинальное значение.
С помощью параметров, примитивов и булевых операций над ними по чертежу или эскизу, учитывая базы для каждого размера, задать параметрическую модель изделия.
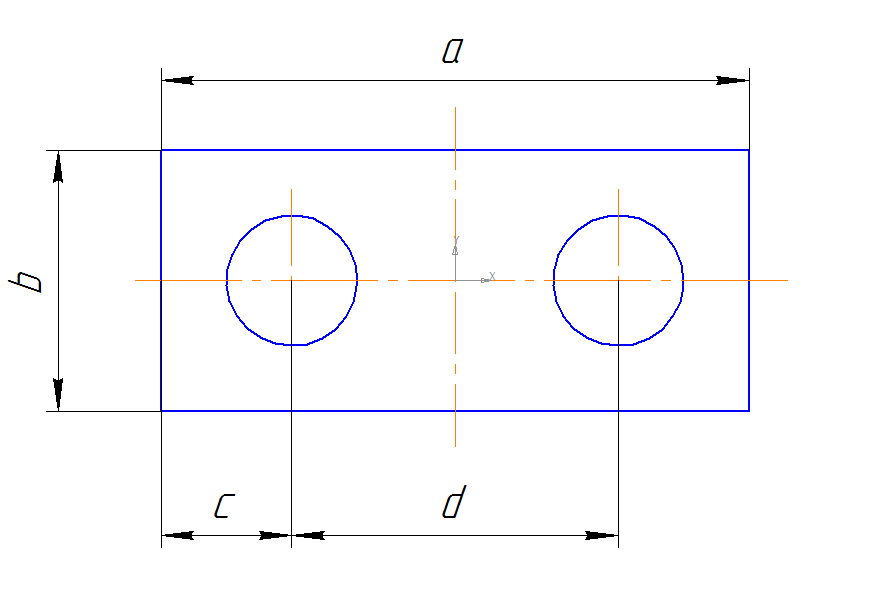
Рисунок 2.5. Прокладка.
Пятый
пункт требует пояснения. Рассмотрим
прокладку, изображенную на рисунке 2.5.
За начало координат примем точку
пересечения осей симметрии габаритного
прямоугольника с длинами сторон a
и b.
Если в начале программы были перечислены
все размеры, то расположение левого
нижнего угла габаритного прямоугольника
(примитив прямоугольника требует
задавать его расположение из левого
нижнего угла) определяется формулами
 .
Тогда расположение центров отверстий
на осиX
определяется по формулам
.
Тогда расположение центров отверстий
на осиX
определяется по формулам
 для левого и для правого соответственно.
В данном случае
для левого и для правого соответственно.
В данном случае определяет базу. Если будет изменен
размер
определяет базу. Если будет изменен
размер ,
то произойдет автоматический пересчет
расположения и размеров примитивов, и
мы получим гарантированное положение
отверстий относительно базы, поскольку
в программе их положение так же зависит
и от размера габарита. Таким образом,
будет сохраняться постоянная привязка
центров отверстий к габаритному
прямоугольнику. Сами эти формулы и
параметры должны быть указаны в операторах
программы.
,
то произойдет автоматический пересчет
расположения и размеров примитивов, и
мы получим гарантированное положение
отверстий относительно базы, поскольку
в программе их положение так же зависит
и от размера габарита. Таким образом,
будет сохраняться постоянная привязка
центров отверстий к габаритному
прямоугольнику. Сами эти формулы и
параметры должны быть указаны в операторах
программы.