

1. Технологии размерной лазерной обработки
1.1. Физические основы лазерной обработки
1.1.1. Актуальность применения лазерных технологий
Наука о лазерах и лазерной технологии является бурно развивающейся областью знаний. В последние годы сделаны открытия принципиально новых типов лазеров, обладающих высоким коэффициентом полезного действия, простых и удобных в эксплуатации, обеспечивающих высокую надежность и, таким образом, весьма пригодных для применения в различных отраслях промышленности. В результате этого существенно расширился диапазон выполняемых функций лазерной техники. Наряду с увеличением производительности и качества традиционных лазерных технологических процессов обработки были разработаны новые процессы, обеспечивающие общий прогресс развития теории и практики в технологии приборостроения.
Развитие современного производства обуславливает все возрастающее внедрение наукоемких технологий, в частности, лазерной обработки материалов. Такая обработка является одной из технологий, которые определяют современный уровень производства в промышленно-развитых странах. Использование лазерной обработки материалов позволяет обеспечить высокое качество получаемых изделий, заданную производительность процессов, экологическую чистоту, а также экономию людских и материальных ресурсов.
В настоящее время применение лазерных технологий в приборостроительном производстве чрезвычайно разнообразно. К числу таких технологий относятся сварка, термоупрочнение, легирование, наплавка, резка, размерная обработка, маркировка, гравировка, прецезионная микросварка и многие другие. В некоторых случаях лучевые технологии находятся вне конкуренции, так как с помощью лазеров можно получить технические и экономические результаты, которых нельзя достичь другими техническими средствами.
В рамках данной работы рассматривается применение лазеров для резки тонколистового металла.
1.1.2. Схема технологической лазерной установки
Спектр оборудования, используемого для лазерной обработки материалов, чрезвычайно широк. Большинство производителей поставляют на рынок не отдельные технологические лазеры, а лазерные технологические комплексы. В них имеются устройства внешней оптики, управляемые столы, манипуляторы, роботы для перемещения изделия во время обработки, а также программное обеспечение, необходимое для реализации конкретной технологии. На рис. 1.1 представлена общая схема лазерной технологической установки (некорректно, много всяких схем, обобщить в одну их можно, но это не схема на рис 1.1).
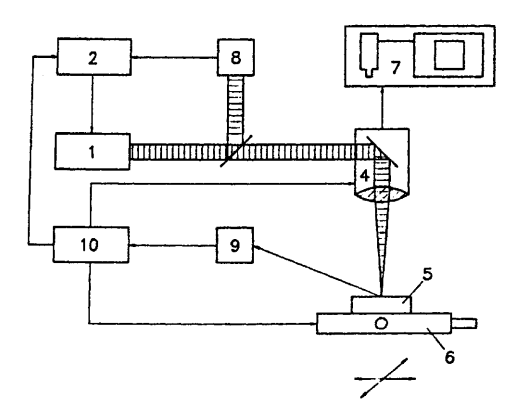
Рис. 1.1. Общая схема лазерной технологической установки.
1 – лазер; 2 – блок питания; 3 – излучение; 4 – оптическая головка; 5 - обрабатываемая деталь; 6 – координатный стол; 7 – система визуального контроля; 8 – система контроля параметров лазера; 9 – система контроля технологического процесса; 10 – микропроцессор.
Фокусирующая оптическая система выполняет следующие функции. Она служит для фокусировки лазерного пучка на поверхности обрабатываемого объекта в световое пятно такого размера, что позволяет обеспечить уровень плотности мощности, достаточный для выполнения требуемой технологической операции. Кроме того, для более эффективной работы лазера она должна обеспечить максимально возможное использование энергии лазерного излучения с учетом потерь на всех оптических элементах лазерной установки (возникающих из-за френелевского отражения, остаточного поглощения и т. д.). Также в ее задачу входит формирование изображения зоны обработки заданной и строго пространственно-очерченной формы (включая формирование изображения зоны воздействия с минимальными неровностями края).
Электромеханический координатный стол предназначен для высокоточного перемещения обрабатываемой детали относительно области фокусировки лазерного пучка. В простейшем случае это может быть двухкоординатный транслятор, но бывают и более сложные конструкции – трехкоординатные (с
перемещением вдоль оси падающего лазерного пучка), а также столы с осевым вращением и пятикоординатные роботизированные трансляторы, в которых фокусирующая насадка, соединенная с волоконно-оптическим кабелем, перемещается в пространстве в «руке» робота.
Кроме того, для перемещения лазерного пучка относительно поверхности обрабатываемых деталей используется и так называемая летающая оптика – фокусирующая головка небольшого размера, которая с высокой скоростью перемещается по двум осям с помощью специальной системы электромеханического сканирования. В другом варианте используется система из двух скоростных гальванометрических зеркал, каждое из которых осуществляет наклон лазерного пучка по одной из координат. В результате этого лазерный пучок движется по обрабатываемой поверхности по двум координатам по заданной траектории. Такое техническое решение широко используется, например, в системах лазерной маркировки и гравировки с целью нанесения сложных контурных и растровых изображений. Это позволяет встраивать лазер в состав поточных технологических линий, предназначенных для работы в автоматическом режиме.
Все компоненты лазерной технологической установки способны, в конечном итоге, оказывать воздействие на точность лазерной обработки материалов. Используемый тип лазера и его параметры определяет сферу применения установки. Размеры стола ограничивают габариты обрабатываемой детали. Оптическая система во многом определяет качество обработки поверхности.