

2.2.2. Сканаторная система комплекса
Сканаторная система состоит из двухосной системы дефлекции лазерного луча и объектива. Принцип работы сканирующей системы приведен на рисунке 2.2.
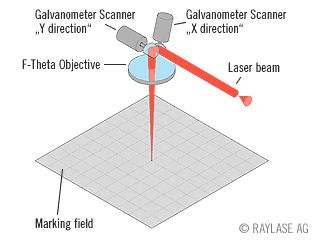
Рисунок 2.2. Работа сканирующей системы
Лазерный луч исходит из коллиматора и падает на зеркала оптической системы(Galvanometer Scanner “Y direction”, “X direction”). Зеркала позиционируют луч по двум координатам. Далее луч проходит через фокусирующий объектив (F-Theta Objective) и падет на плоскость объекта, расположенную в фокальной плоскости.
Данная система позволяет весьма точно позиционировать луч в фокальной плоскости, и производить его перемещение с большой скоростью (от 4 до 5000 мм/с).
Изображение объектива сканаторной системы представлено на рисунке 2.3. На рисунке изображено прохождение луча через оптическую систему. Луч выходит из сканаторной системы под углом, это необходимо для того, чтобы отраженное излучение не возвращалось в резонатор лазера.
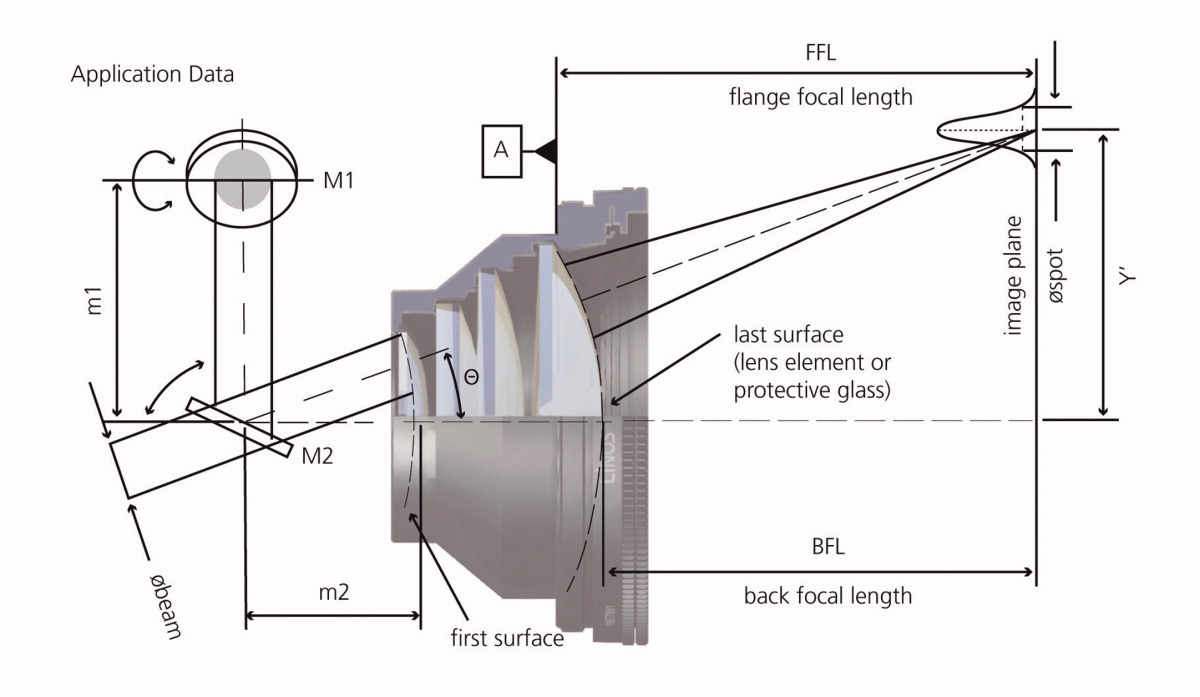
Рисунок 2.3. Объектив сканаторной системы.
2.2.3. Настройка комплекса для работы
Работу на комплексе можно описать следующим образом. Деталь устанавливается в приспособление на рабочем столе. Далее, с помощью щупа, подвешиваемого на сканатор, и по средствам ручного перемещения сканатора по вертикальной оси, фокальная плоскость совмещается с плоскостью маркировки. Затем по габаритам контейнера (красный настроечный луч) деталь перемещается до достижения требуемого положения зоны маркировки. После чего осуществляется маркировка.
Данным методом можно обеспечить высокую точность расположения и высокую размерную точность, но это приведет к большой сложности в настройке. Во-первых, существуют отклонения положения технологических баз относительно осей поля маркировки. Это выражается как в неизвестности положения нулевой точки относительно баз, так и в расположении баз относительно осей под некоторым углом. Данный недостаток можно компенсировать настройкой, но это потребует сложных измерений и дополнения конструкции приспособления. Во-вторых, поскольку луч выходит из объектива под некоторым углом, при отклонениях фокальной плоскости от плоскости маркировки будет проявляться масштабирование маркируемого изображения. В-третьих, если оптическая ось системы не является строго перпендикулярной столу, возможны искажения формы изображения.
2.3. Математическая модель и методика проведения измерений
2.3.1. Математическая модель получения изображения
В ходе эксплуатации комплекса FMark-20RL на производстве возникла необходимость в новых методах обеспечения точности лазерной обработки плоских деталей, основанных на анализе математической модели получения изображения.
Рассмотрим маркирование окружности произвольного радиуса на плоской листовой заготовке. Точное положение изображения на заготовке не имеет значения. При построении модели будем считать, что неплоскостность и непараллельность заготовки близки к нулю и оптическая ось объектива строго перпендикулярна плоскости маркировки. Также примем, что отклонения движения луча близки к нулю.
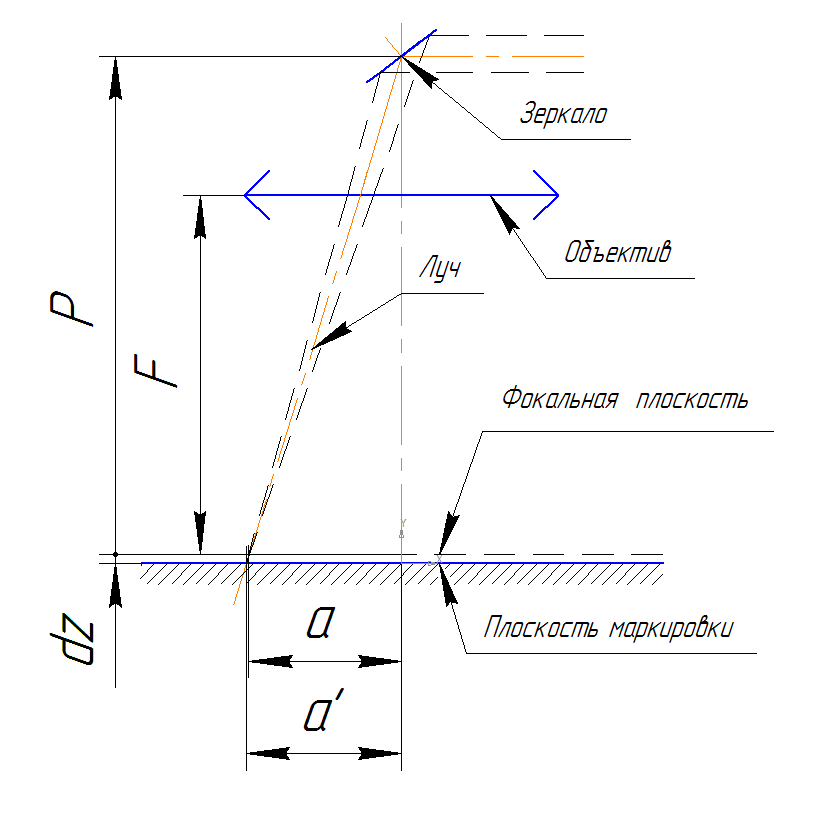
Основная проблема заключается в том, что луч выходит из объектива под некоторым углом, а не строго параллельно оптической оси [2]. В таком случае, реальные размеры изображения совпадают с программными, если при настройке оборудования удалось точно совместить фокальную плоскость и плоскость маркировки. Однако на практике для ускорения процесса настройки совмещение плоскостей производят с помощью приспособления - пластикового щупа. Заведомая неточность такой настройки становится причиной относительного смещения фокальной плоскости и плоскости маркировки (см. рис. 2.4). Кроме того, точность позиционирования по вертикальной оси составляет ±0,2, что ограничивает предельную точность съема фокуса. У комплекса существует механизм для настройки размеров получаемого изображения, однако его использование затруднено неопределенностью размеров корректировки и не решает задач резки [1, 3].
Рисунок
2.4. Смещение фокальной плоскости
относительно плоскости маркировки.
 – фокусное расстояние объектива,P
– расстояние от фокальной плоскости
до оси вращения зеркала,
– фокусное расстояние объектива,P
– расстояние от фокальной плоскости
до оси вращения зеркала,
 – смещение,
– смещение, – программная длина радиуса окружности,
– программная длина радиуса окружности, – реальная длина радиуса окружности.
– реальная длина радиуса окружности.
Установим
связь между величиной смещения
 и реальной длиной радиуса окружности
и реальной длиной радиуса окружности ,
которую описывает луч на поверхности
изделия. Из курса геометрии очевидно,
что:
,
которую описывает луч на поверхности
изделия. Из курса геометрии очевидно,
что:
 (1)
(1)
Следовательно, наблюдается масштабирование изображения. Очевидно, если фокальная плоскость выше плоскости маркировки, то изображение увеличивается, если ниже, то уменьшается.
При
построении математической модели стоит
учитывать ширину реза  .
Ширина реза определяется параметрами
излучения, оптическими и теплофизическими
свойствами материала заготовки и её
поверхности. На поверхности будет
образовываться кольцо, поскольку рез
имеет некоторую ширину. Тогда реальный
радиус
.
Ширина реза определяется параметрами
излучения, оптическими и теплофизическими
свойствами материала заготовки и её
поверхности. На поверхности будет
образовываться кольцо, поскольку рез
имеет некоторую ширину. Тогда реальный
радиус ,
измеренный по большему размеру, будет
определяться из следующей формулы:
,
измеренный по большему размеру, будет
определяться из следующей формулы:
 (2)
(2)
Также
можно учесть погрешность отклонения
луча, которую дает сканатор. Для этого
выразим реальную длину через угол отклонения оси луча относительно
оптической оси объектива
через угол отклонения оси луча относительно
оптической оси объектива :
:
 (3),
(3),
Таким образом, по формуле (3) можно получить поле разброса размеров, зная позиционную повторяемость объектива. Но мы пренебрежем этим фактором, поскольку значение его чрезвычайно мало для решаемых задач.
Поскольку
мы предполагаем, что
 заранее
неизвестно, то задачей настройки будет
являться установка такой программной
длины, что длина реальная будет
соответствовать требуемому размеру.
заранее
неизвестно, то задачей настройки будет
являться установка такой программной
длины, что длина реальная будет
соответствовать требуемому размеру.