

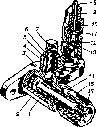
9 8 Рис. 13.24. Золотниковый воздухораспределитель дизеля 4вд-21/15-2
Корпус и крышку воздухораспределительной головки выбраковывают при наличии: обломов и трещин любого размера и расположены, срыве и износе более двух ниток, резьбы, рисок и задиров, ширине крышки менее 51,2 мм в золотнике — при размере паза под крест более 10,04 мм.
Перед сборкой необходимо проверить качество затяжки круглой гайки и состояние ее стопорной шайбы. Если имеются признаки ослабления затяжки, гайку надо заменить. Остатки прокладок удаляют острым шабером.
Собирают
воздухораспределитель в обратном
порядке. После затяжки гаек крепления
крышки нужно отрегулировать прилегание
золотника к рабочей поверхности
корпуса. Для этого ослабляют затяжку
гайки 8,регулировочный винт9сначала завинчивают отверткой до упора,
а затем отпускают на половину оборота.
Регулировка должна обеспечить осевой
зазор золотника в корпусе около 0,1 мм.
Если это условие не будет соблюдено, то
на сопряженных поверхностях золотника
и корпуса вскоре появится выработка и
воздухораспределитель выйдет из
строя.
Обратнопусковой клапан также разбирается, промывается, очищается от нагара, осматривается. Изношенные поверхности клапана восстанавливают способом хромирования с последующей обработкой до номинального размера.
Рабочую поверхность конуса клапана шлифуют до выведения дефекта и притирают совместно с корпусом. Ширина притирочного пояска должна быть 0,2-0,4 мм.
Качество притирки проверяют наливанием керосина. Пропуск керосина не допускается. Перемещение конуса клапана должно быть 2,5 мм.
Воздушно-пусковой клапан ремонтируется таким же образом. При ремонте всех элементов системы пуска производится тарировка Пружин.
Ремонт системы впуска, выпуска и наддува
К системе впуска, выпуска и турбонаддува дизелей относятся: воздушный фильтр, впускной и выпускной коллекторы, турбонагнетатель (на К-461М), выхлопные трубы и глушитель.
К основным неисправностям фильтров относятся загрязнение ме- таническими примесями, смолисто-асфальтные отложения на фильтрующей вставке и внутренних поверхностях, вмятины, трещины. При ремонте воздушные фильтры разбираются, для промывки опускаются на 1-3 ч в ванну с бензином или керосином. Перед выемкой из ванны кассеты прополаскивают, затем кладут на стеллаж для отекания жидкости. Чтобы смыть с поверхностей керосин и покрыть их маслом, кассеты опускают в ванну с дизельным маслом.
Трещины завариваются, вмятины выправляются, прокладка заменяется.
Демонтированные впускной и выпускной коллекторы очищают от нагара и накипи, осматривают.
Выхлопные коллекторы заменяют при разрывах и отколах фланцев. Разрешается производить сварку на корпусе выхлопного коллектора при наличии незначительных трещин. Водяную полость выхлопного коллектора на дизеле 4VD-21/15-2 испытывают водой давлением 0,7 МПа в течение 5 мин. Течь воды не допускается.
Трещины на выхлопном коллекторе дизеля К-461М устраняются сваркой электродами типа ОМ4-1, с предварительным нагревом места заварки газовой горелкой до температуры 500-600°С. После сварки коллектор подвергают испытанию давлением 0,3 МПа в течение 2 мин (течь не допускается). Трещины во всасывающем коллекторе допускается заделывать эпоксидными смолами с предварительной разделкой концов трещин. Всасывающий коллектор также подвергается гидравлическому испытанию давлением.
Необходимость демонтажа с дизеля турбонагревателя, его ремонта определяют по повышенному расходу им масла, если нет видимых дефектов (трещин, излома шпилек и т.д.). Расход турбонагнетателем масла при номинальной мощности дизеля не должен превышать 2 л/ч.
Турбонагнетатель, имеющий повышенный расход масла или другие неисправности, с дизеля демонтируют и разбирают. Перед осмотром детали промывают в уайт-спирите, используя при этом волосяные щетки или ерши. Затем детали обдувают сжатым воздухом под давлением не более 0,2 МПа. Пользоваться обтирочным материалом для удаления сдеталей остатков уайт-спирита не рекомендуется, так как при этом на поверхности остаётся ворс, который может привести к засорению подшипников качения или лабиринтных уплотнений турбонагнетателя.
К основным неисправностям деталей турбонагнетателя относятся: трещины в роторе; трещины и коробление на привалочных поверхностях корпуса турбины, крышки и корпуса нагнетателя; износ или раковины на рабочих поверхностях лабиринтных уплотнений; обрыв шпилек; разрушение подшипников.
Корпус турбины турбонагнетателя выполнен из жаропрочного чу- гуиа, что затрудняет выполнение сварочных работ. Вследствие этого При наличии любых трещин корпус турбины заменяют. Трещины выявляют гидравлическим испытанием под давлением 0,5 МПа в течение 3 мин. Во время испытания не должно быть течи или «потения» на поверхности корпуса.
•:Коробление привалочных поверхностей
корпуса турбины проверя- вУг на проверочной
плите или с помощью щупа; пластина
толщиной 0;05 мм не должна проходить между
плитой и проверяемой приварочной
поверхностью. Коробление более 0,005 мм
устраняют притиркой на чугунной
плите.
Крышка и корпус нагнетателя выполнены из карболита или алюминиевого сплава AJ1-9. При наличии трещин, выходящих на отвер-|тия и привалочные поверхности, крышку и корпус нагнетателя заменяют. Трещины, не выходящие на привалочные поверхности, заваривают электродуговой сваркой. Перед сваркой на концах трещины засверливают отверстия диаметром 3 мм, а кромки разделывают под углом 60°. После сварки швы зачищают до металлического блеска. Плотность швов проверяют наливанием керосина (не должно бытьТечи или «потения» на поверхности проверяемой детали).
Коробление (неплоскостность) привалочных поверхностей крышки и корпуса нагнетателя более 0,06 мм устраняют притиркой на Чугунной плите. Износ и раковины на рабочих поверхностях крышек Лабиринтных уплотнений устраняют шлифованием.
Ротор турбонагнетателя представляет собой динамически отбалансированный узел, неуравновешенность которого допускается не более 1 г-см. Поэтому при замене любой детали турбонагнетателя (за исключением подшипников) ротор балансируют. Детали ротора турбонагнетателя, Имеющие отколы и трещины любого размера и расположения, заменяют. " Перед сборкой детали турбонагнетателя промывают и обдувают Сжатым воздухом. При сборке детали ротора устанавливают по меткам. В собранном турбонагнетателе ротор должен вращаться легко, без заеданий и плавно останавливаться после разгона рукой. Осевой фазбег ротора должен быть в пределах 0,20-0,35 мм.
После сборки и установки на дизель производят испытание турбонагнетателя. При этом обращают особое внимание на расход масла, Увеличение которого может быть вызвано некачественной сборкой агрегата: нарушением герметичности из-за повреждения уплотнитель- Ных прокладок; недостаточной затяжкой шпилек и болтов в местах Соединений; применением прокладок не установленной толщины.
Кроме того, во время испытания турбонагнетателя проверяют давление наддува при работе дизеля в номинальном режиме.
Вспомогательное оборудование
К вспомогательному оборудованию дизелей относятся предохранительные клапаны, воздушные компрессоры, зарядные головки, поддизельные рамы. Это оборудование при деповском ремонте полностью разбирают только при необходимости восстановления изношенных деталей. При заводском же ремонте производят полную разборку.
Зарядная головка. К неисправностям зарядной головки относятся: неплотность посадки клапанов трещины корпуса, неправильная регулировка высоты подъема шарика.
Наиболее
характерной неисправностью является
неплотность посадки шарикового и
колпачкового клапанов. Этот дефект
возникает из-за нарушения правил зарядки
пусковых баллонов. Неисправную зарядную
головку полностью разбирают. Сначала
вывинчивают круглую гайку на торцевой
части 16(рис. 13.25) и снимают маховик15.
Затем
из корпуса2вывинчивают штуцер14и извлекают вентиль1.
6и отверткой вывертывают регулировочный
винт 5. После этого вывинчивают втулку4,отвертывают накидную гайку9и вынимают нагнетательную трубку8.Затем снимают накидную гайку11,из нее извлекают упор10и вывинчивают штуцер13,
внутри которого
свободно установлен колпачковый клапан12.Неисправные детали головки не ремонтируют,
а заменяют.
Детали,
имеющие резьбу, проверяют метчиком
или плашкой соответствующего диаметра.
Это позволяет не только откалибровать
резьбу, но и снять окалину. Посадочное
место под шарик 3обрабатывают зенкером до полного
удаления раковин и прожо- Рис. 13.25.
Заряднаяголовка
гов.
Сам шарик для лучшего уплот
нения прибивают к седлу. Колпачковый
клапан притирают обычным способом.
Металлические прокладки из алюминия
заменяют, а медные, не имеющие серьезных
дефектов, выправляют на плите и отжигают.
На резьбовых стопорах должен быть
исправный шлиц под отвертку. Головку
собирают в обратной последовательности.
После сборки необходимо обеспечить
зазор между регулировочным винтом 5 и
шариком 3.Для этого винт сначала завертывают до
упора, а потом отвертывают на четверть
оборота назад. Зазор должен быть 0,1-0,5
мм. При неправильно отрегулированном
зазоре зарядная головка работать не
будет.
В эксплуатации зарядную головку необходимо периодически разбирать и промывать детали керосином или дизельным топливом.
Воздушно-пусковые баллоны полностью разбирают только при капитальном ремонте. В депо эта работа выполняется лишь в случае необходимости. Но при любом виде ремонта все воздушно-пусковые баллоны подвергают освидетельствованию. В процессе эксплуатации изнашиваются запорная арматура баллонов и устройства для присоединения манометров, зарядных и пусковых трубопроводов. Сами баллоны внутри загрязняются маслом, отложениями и разрушаются коррозией.
Разборку головки баллона с заменой или ремонтом поврежденных деталей и притирку запорных клапанов производят при деповском ремонте, а также при внутреннем осмотре инспектором Госгортехнадзо- ра. Внутреннюю полость баллона промывают моющими растворами.
Головки баллонов разбирают, изношенные детали заменяют или ремонтируют, арматуру притирают. Перед установкой головки на место проверяют состояние трубки для сброса конденсата. Уплотнительные прокладки под головки изготовляют из листовой красной меди или паронита. Резьба на шпильках, крепящих головку к баллону, должна быть чистой и исправной. Гайки на шпильках нужно затягивать равномерно. Подготовленный к сборке баллон внутри окрашивают кислотоупорной краской. Как и всякий сосуд, работающий под высоким давлением, корпус баллона разрешается ремонтировать сваркой лишь по специальной технологии. Гидравлическое испытание баллонов производят под давлением 4,5 МПа один раз в 8 лет. Результаты осмотра и испытания заносят в паспорт, называемый шнуровой книгой. Собранный баллон для проверки плотности соединений можно спрессовать воздухом давлением 3 МПа с погружением в ванну с водой.
Если баллон выдержал гидравлическое испытание и от органов Гостехнадзора получено разрешение на его эксплуатацию, то его наружную поверхность окрашивают и наносят надпись с указанием: регистрационного номера баллона; даты испытания; величины рабочего давления; срока следующего внутреннего осмотра; срока следующего гидравлического испытания.
Воздушный компрессор типа 2НВ 1-80/105 с электрическим приводом установлен на пятивагонной секции типа ZB-5. Компрессор снабжен ресивером, рассчитанным на рабочее давление 3,2 МПа (давление испытания 4,8 МПа), и оребренным охладителем, работающим при давлении до 0,5 МПа (давление испытания 0,75 МПа).
Цилиндры высокого и низкого давления работают соответственно при 3,2 и 0,6 МПа. Поршни выполнены из алюминиевого сплава. При изготовлении поршни сортируют на две размерные группы, каждая из которых отличается диаметром отверстия в бобышках под пальцы соответствующего размера. Первая размерная группа маркирована белым клеймом (имеет отклонение диаметра отверстия от номинального в пределах 0,002-0,005 мм), вторая — черным (отклонение диаметра отверстия 0,005-0,008 мм). Пальцы шатунов установлены на шариковых подшипниках.
Технология ремонта основных деталей компрессора и требования к качеству выполненных работ такие же, как для аналогичных деталей дизеля. Диаметральный зазор между поршнем и цилиндром высокого давления должен составлять 0,001250 D(D— диаметр цилиндра), в цилиндре низкого давления — 0,001D, зазор в замке поршневого кольца — 0,005D. Показателем предельного износа цилиндров является увеличение их диаметра на 0,01D.
Для надежной работы компрессора необходимо, чтобы высота вредного пространства в цилиндре была минимальной, исключающей соприкосновение днища поршня с клапанной плитой. Исходя из этого условия просвет между указанными деталями при положении поршня в (верхней мертвой точке) должен быть в пределах 0,2-0,3 мм для цилиндра высокого давления и 0,5-1,2 мм для цилиндра низкого давления. Высоту вредного пространства измеряют свинцовым оттиском.
Ремонт компрессора сводится к замене резиновых манжет, очистке рабочей полости цилиндра и поршня от загрязненной смазки, а также к притирке клапанов цилиндров низкого и высокого давления. Детали компрессора промывают чистым дизельным топливом и обдувают сжатым воздухом. При очистке поршня обращают внимание на чистоту осевого канала, соединяющего полость цилиндра низкого давления со всасывающим клапаном цилиндра высокого давления.
В процессе притирки клапанов следует помнить, что корпуса их изготовлены из латуни и в случае применения грубых притирочных материалов на них могут образоваться глубокие кольцевые царапины. Поэтому притирать клапаны к седлам следует средней или тонкой пастой ГОИ. Качество притирки проверяют керосином. Загрязнение змеевиков изнутри нагаром и маслом, а снаружи — накипью приводит к резкому снижению производительности компрессора. Поэтому при ремонте каждый змеевик должен быть разобран, очищен и испытан гидравлическим давлением, превышающим рабочее в 1,5-2 раза.
Детали шторного механизма и жалюзи при ремонте полностью разбирают, тщательно очищают от грязи и продуктов коррозии, изношенные детали заменяют. Трос промывают керосином, обдувают сжатым воздухом и обильно смазывают консервирующей смазкой. Рычажный механизм жалюзи после очистки окрашивают масляной (фаской или свинцовым суриком. Изношенные валики шарнирных соединений и надломанные шплинты заменяют.
Сборка и испытания дизелей
Все детали и узлы для сборки дизеля должны быть чистыми, трущиеся поверхности деталей смазаны маслом, применяемым для смазки дизеля. Стыковые поверхности соединенных деталей, а также прокладки перед сборкой смазывают графитом, разведенным в масле (1 весовая часть дизельного масла смешивается с 0,8-0,85 весовой части черного или серебристого графита).
Бывшие в употреблении шплинты, стопорные шайбы и замки не применяют.
Узлы, поступившие на сборку, должны быть испытаны в соответствии с ремонтной документацией.
Рассмотрим сборку и испытание на примере дизеля 4VD-21/15-2.
Перед сборкой масляные каналы картера продувают сжатым воздухом. В картер устанавливают вкладыши коренных подшипников с Ндтягом 0,04 мм.
Прилегание наружной цилиндрической поверхности вкладыша к Постели картера при проверке по краске должно составлять не менее 75% площади. Перед укладкой коленчатого вала коренные подшипники растачивают с одного постанова под единый размер на специ- «ЛЬНОМ расточном станке. После укладки коленчатого вала радиальный зазор между шейкой коленчатого вала и вкладышем должен быть в пределах 0,1-0,142 мм. Крышки коренных подшипников затягивают моментом 30-33 кг-м. После установки крышек замеряют осевой разбег коленчатого вала, который должен быть в пределах 0,2-0,5 мм. Подгонка коренных подшипников осуществляется шабрением.
Перед запрессовкой втулки необходимо проверить состояние посадочной поверхности в блоке. Запрессовка втулки в блок дизеля производится с помощью специального приспособления. Для уплотнения водяной рубашки на нижнюю часть втулки надевают кольца, изготовленные из термомаслостойкой резины. После запрессовки необходимо повторно обмерить втулку цилиндра. В случае отклонений от нормы ее перепрессовывают с заменой резиновых уплотняющих колец новыми.
После запрессовки втулки блок в течение 5 мин опрессовывают водой под давлением 0,4 МПа. При этом втулка должна быть прижата к бурту блока усилием около 100 Н. В случае появления воды в месте сопряжения деталей втулку перепрессовывают с обязательной заменой нижних резиновых колец.
Отремонтированный блок цилиндров устанавливают на картер, предварительно установив паронитовую прокладку, после чего проверяют при помощи специального приспособления перпендикулярность геометрической оси втулки цилиндра и коленчатого вала или производят привалку поршня, т.е. выравнивание оси поршня и шатуна путем шабровки подшипника.
Для облегчения постановки поршня с кольцами и шатуном в цилиндр дизеля пользуются монтажной втулкой, внутренняя поверхность которой расточена на конус. По мере опускания поршня кольца обжимаются и заходят в цилиндр в сжатом состоянии. Применение приспособления исключает излом поршневых колец. Перед сборкой поршень с кольцами и рабочую поверхность цилиндра покрывают тонким слоем чистого масла.
На шейку вала шатун опускают осторожно, без ударов. При этом необходимо избегать повреждения вала и полированных стенок втулки цилиндра острыми кромками шатуна. Затем устанавливают нижнюю крышку шатуна, шатунные болты, заворачивают гайки при помощи динамометрического ключа, расшплинтовывают.
При монтаже головки на блок необходимо проверить высоту камеры сжатия, так как от нее зависит мощность дизеля. У дизеля 4VD-21/15-2 высоту камеры сжатия можно определить с помощью
свинцовой выжимки. Для этого до постановки головки на край днища кладут два свинцовых кубика. После затяжки гаек головки делают один неполный оборот коленчатого вала, затем головку снимают ис помощью микрометра замеряют высоту расплющенных кубиков. Высота камеры сжатия для дизеля4VD-21/15 — (6,8-7,2 мм). Наиболее простой способ регулирования высоты камеры сжатия сводится к подбору уплотняющей прокладки соответствующей толщины под буртом головки цилиндра. Например, для дизеля4VD-21/15 рекомендуются регулировочные прокладки следующих толщин (мм):2,5±0,5; 2,0±0,5; 2,0±0,45; 1,5*0,35; 1,0±0,03 и0,5±0,02.
При сборке механизма газораспределения приводные шестерни устанавливают по контрольным клеймам, нанесенным на торцах зубьев.
Биение торцовых поверхностей шестерен определяют с помощью индикатора, который укрепляют непосредственно на блоке дизеля. Максимально допустимое биение не должно превышать 0,25 мм. Одновременно с биением проверяют осевой разбег шестерен, а также разбег распределительных валов. Величина зазоров в зацеплении должна обеспечивать плавную работу шестерен без заклинивания зубьев. Различают боковой зазор, т.е. минимальное расстояние между соседними рабочими профилями зубьев, и радиальный зазор между торцом зуба одной шестерни и дном впадины другой в месте сопряжения. Величину зазоров в зубчатых зацеплениях определяют с помощью свинцовых выжимок, для чего между зубьями прокручиваемых шестерен вставляют свинцовую проволоку диаметром 1,5-2,0 мм. Толщина расплющенной проволоки соответствует зазору в зацеплении, который не должен превышать установленную норму. В противном случае шестерни заменяют.
Регулировку зазоров между бойками коромысел и торцами клапанов устанавливают после сборки механизма газораспределения. Проследим порядок регулирования зазоров в клапанном механизме. Прежде всего необходимо с помощью рукоятки провернуть коленчатый вал настолько, чтобы подлежащий регулированию клапан оказался в полностью открытом положении. Далее поворачивают вал еще на пол-оборота до закрытия клапана. Удерживая отверткой регулировочный винт, ключом ослабляют контргайку. Регулировочный винт Устанавливают в положение, позволяющее вставить между коромыслом и бойком стержня клапана пластину щупа, которая должна входить в зазор с небольшим натягом, затягивают контргайку. На этом операция регулирования зазора заканчивается.
Для дизеля 4VD21/15-2 тепловой зазор для впускных и выпускных клапанов составляет 0,3 мм.
Затем устанавливают навесное оборудование в обратной последовательности разборки дизеля.
При соединении кулачкового вала ТНВД с валом воздухораспределительной головки производят регулировку угла опережения подачи топлива для всех цилиндров за счет овальных отверстий во фланце полумуфты. Например, смещение вала насоса в сторону направления вращения коленчатого вала дизеля приблизит момент набегания ролика толкателя на эксцентричную часть кулачка и впрыск топлива произойдет раньше. В этом случае угол опережения подачи топлива будет увеличен. Устанавливают угол опережения подачи топлива в цилиндр за 24° не доходя до в.м.т.
Каждый собранный дизель подвергают холодной и горячей обкатке на стенде, а затем приемо-сдаточным испытаниям. Для этого его экипируют в соответствии с инструкциями завода-изготовитель.
Под горячей обкаткой понимают работу дизеля в течение установленного времени при нормально протекающем тепловом процессе в его цилиндрах. Если при этом дизель не нагружают (работа вхолостую), то горячая обкатка считается выполняемой на холостом ходу независимо от положения рейки топливного насоса и частоты вращения коленчатого вала. Горячую обкатку на холостом ходу следует считать подготовительным этапом, предназначенным для выведения агрегата на нормальный тепловой режим, для его прослушивания и регулирования перед обкаткой под нагрузкой.
Холодную обкатку производят на специальном стенде, который оборудован системой подвода и охлаждения воды. Электрическая схема включения электродвигателя привода стенда должна обеспечивать плавность изменения частоты вращения коленчатого вала, контролируемой по тахометру.
Систему смазки дизеля на время обкатки можно заправлять специальным маслом с противозадирными присадками. Иногда в это масло добавляют специальные компоненты, ускоряющие приработку деталей. После обкатки масло в дизеле заменяют, а систему смазки и внутренние поверхности картера очищают от осадков.
Все применяемые при испытаниях приборы подлежат обязательной периодической проверке. Допускаемая погрешность при измерении крутящего момента ±1,5%, числа оборотов ±1%, давления в системе смазки и т.д. ±2,5%.
Допускается производить ускоренную обкатку с использованием различных присадок.
|
, продолжительность обкатки, мин |
Частота вращения коленчатого вала, об/мин |
Показания весового механизма (Ь=0,7162м), кгс (Н) |
Нагрузка (ориентировочная), % |
|
Холодная обкатка | |||
|
15 |
400-450 |
- |
- |
|
15 |
500-550 |
- |
- |
|
15 |
600-650 |
- |
- |
|
10 |
700-720 |
- |
- |
|
|
Обкатка на |
холостом ходу |
|
|
10 |
700 |
|
|
|
10 |
1050 |
- |
- |
|
Горячая обкатка | |||
|
10 |
1035 |
25 (245) |
25 |
|
30 |
1025 |
50 (490) |
50 |
|
30 |
1010 |
76 (744,8) |
75 |
|
120 |
1000 |
1037(10370) |
100 |
|
10 |
990 |
114(1117,2) |
110 |
Обкатку дизеля производят на режимах, указанных в табл. 13.12.
Перед началом холодной обкатки необходимо прокачать ручным масляным насосом систему смазки до давления 0,15+0,2 МПа.
Горячая обкатка производится с установленными форсунками. Запуск двигателя производят в соответствии с инструкцией завода- Изготовителя с учетом особенностей, изложенных в инструкции по Эксплуатации испытательного стенда.
После пуска дизеля проверяют наличие давления масла. В процессе обкатки двигателя следят за отсутствием посторонних шумов и герметичностью соединений. При появлении посторонних шумов дизель должен быть остановлен и дальнейшая приработка должна производиться только после выявления и устранения неисправности. В ?лучае, если при этом будет произведена замена деталей шатунно- Поршневой группы, обкатку необходимо производить по полной программе, В случае появления утечек масла, топлива, воды или отрабо. тавшях газов необходимо их устранить. После горячей обкатки необходимо осмотреть и промыть масляный фильтр.
При обнаружении на фильтре значительного количества металлических частиц необходимо устранить неисправность и сменить масло.
Кроме того, после горячей обкатки надо проверить угол опережения подачи топлива (по первому цилиндру).
После отработки режима 75% нагрузки дизель останавливают и производят проверку крепления головок цилиндров моментом 40 кгс-м (392 Н-м), а также крепления выхлопного коллектора. В процессе испытаний контролируют давление, температуру масла и охлаждающей воды. Температура масла должна быть не выше 75СС, давление масла 0,39-0,59 МПа, температура охлаждающей воды не выше +85°С,
В конце обкатки на режиме мощности 100% производят контроль температуры выхлопных газов по цилиндрам. Температура газов должна не превышать 450йС, а разница температур между любыми цилиндрами должна быть не более Зб°С.
После обкатки производят приемо-сдаточные испытания на режимах, указанных в табл. 13.13. Перед началом приемо-сдаточных испытаний проверяют давление впрыска и качество распиливания форсунок.
В процессе приемочных испытаний на режиме мощности 100% при неизменной настройке регулятора необходимо проверить и занести в протокол основные параметры дизеля, указанные в табл. 13.14,
Замер каждого параметра производят дважды с интервалом 20-30 мин.
Таблица13.13
|
Продолжительность обкатки, мин |
Частота вращения коленчатого вала, Об/МИЕ! |
Показания весового механизма (Ь=0,7)62М),кгс (Н) |
Нагрузка (ориентировочная), Ж |
|
15 |
700 |
- |
- |
|
30 |
1025 |
50 (400) |
50 |
|
30 |
1010 |
76 (744,8) |
75 |
|
60 |
1000 |
103(1009,4) |
100 |
|
15 |
Не менее 985 |
114(1117,2) |
110 |
|
’ ” Наименование параметров |
Величина |
|
Частота вращения на режиме мощности 100%, об/мкн Эффективная мощность, кВт Давление масла в системе смазки, кгс/см2 (МПа) Температура масла в системе смазки, "С (К) Температура охлаждающей воды, °С, (К) разница температур выхлопных газов между любыми дьумя. цилиндрами не более? 3С (К) |
1000+5; -5 (по показаниям прибора) 76+2,2; -2,2 4-6 (0,30.. .0,59) 65-75 (338.34$) 450 (723) 36 (309) |
Кроме того, на режиме мощности 116 л.с. (85 кВт) (показание весового механизма при плече 0,7162 м - 116 кгс) производят замер удельного расхода топлива, который должен быть не более 182,7 г/л.с.час.
Основные параметры двигателя указаны для нормальных условий: температура окружающего воздуха 20°С; давление воздуха 7 36 мм рт. ст. (0,98 МПа); относительная влажность 60%.
В процессе испытаний контролируют относительную влажность, температуру и давление окружающего воздуха. В случае отклонения параметров от нормальных, производят пересчет мощности.
В процессе приемо-сдаточных испытаний проверяют работу регулятора в режиме холостого хода. Регулятор числа оборотов должен работать на холостом ходу устойчиво, «не водить» и поддерживать часто^ вращения 700±5 об/мин.
Дизель считается выдержавшим испытания, если значения его Основных параметров соответствуют указанным в данном пункте.
По окончании испытаний заменяют масло, промывают масляный фильтр и осматривают состояние узлов (без разборки) и их крепления.
. Один дизель из пятидесяти (но не реже одного раза в полгода) после проведения приемо-сдаточных испытаний частично разбирают И проверяют состояние вкладышей шатунных подшипников, шатунных шеек, вкладышей коренных подшипников и коренных шеек колец вала (без снятия последнего), рабочей поверхности цилиндров, поршней, поршневых колец, впускных и выпускных клапанов. Приработка деталей должна быгь равномерной. Указанные детали не Должны иметь задиров, грубых рисок, забоин. Допускаются неболь- риски, не переходящие в задир.
^ Поршневые кольца должны свободно перемещаться в канавках Нррщней. Дизели для контрольной разборки выбираются ОТК методом случайного отбора.
|
Прцдолжител ън ость работы, мин |
Частота вращения коленчатого вала, об/мнн |
Показания весового механизма (ЫХ7182 М), кто (Н) |
Нагрузка (ориентировочная), % |
|
10 |
700 |
- |
- |
|
5 |
Обеспечивается |
|
|
|
|
регуляторной |
25 (245) |
25 |
|
|
характеристике й |
|
|
|
5 |
То же |
50 (490) |
50 |
|
10 |
« |
76 (744.8) |
75 |
|
15 |
1000 |
103 (1009,4) |
100 |
Дизели, прошедшие контрольную разборку, подвергают дополнительной проверке на режимах, указанных в табл. 13.15.
Допускается по согласованию с ОТК совмещение обкатки (кроме холодной) и приемо-сдаточных испытаний дизелей с приемо-сдаточными испытаниями дизелъ-генераторного агрегата.
При этом дизель должен отработать на всех режимах.
Собранный дизель-генераторный агрегат подвергают сдаточным испытаниям.
Схема защиты дизеля должна быть подключена к стенду, который должен быть оборудован устройством, аналогичным релейному ящику,
Перед запуском двигателя необходимо проверить комплектность агрегата, осмотреть его, обращая особое внимание на надежность крепления узлов, герметичность соединений, наличие необходимого количества масла в картере дизеля, топливном насосе высокого давления, регуляторе числа оборотов и воздухоочистителе. Удалить все горючие вещества вблизи выхлопа на расстоянии не менее 0,5 м. Проверить сопротивление изоляции каждой фазы мегомметром на 500 В, которое должно быть не менее 0,5 МОм. При проверке изоляции необходимо следить за тем, чтобы цепи с полупроводниковыми приборами были отключены.
Произвести запуск дизеля в соответствии с инструкцией завода- изготовителя. После запуска осматривают дизель-генератор на предмет выявления посторонних шумов. Устанавливают рычаг регулятора в положение холостого хода, проверяюти, принеобходимости, регулируют частоту вращения 700 об/мин. Проверяютдавлений
доела, которое должно быть не ниже 0,39 МПа. Не допускается наличие подтеканий масла, воды или топлива. Обнаруженные утечки устраняют. Дизель останавливают и производят дополнительно трехкратную проверку пусковых свойств с одновременной проверкой работоспособности устройства защиты дизеля. Проверку работы защиты дизеля от недопустимо низкого давления масла производят путем остановки дизеля при невыключенном выключателе разъединителя автоматики.
Сигнализация должна сработать при следующих параметрах: 0,28...0,25 МПа, а «Стоп-устройство» должно отключить подачу топлива при понижении давлении масла 0,19-0,22 МПа. Проверку работы защиты дизеля от недопустимого повышения температуры воды производят путем повышения температу ры охлаждающей воды отключением вентиляторов теплообменника стенда.
При проверке работы этой защиты не допускается производить повышение температуры воды путем нарушения ее циркуляции.
Сигнализация должна сработать при повышении температуры воды 85“90°С, а при температуре 90-95°С дизель должен остановиться.
Затем произвести проверку работы дизель-генератора (без измене- Йия регулировки регулятора) на режимах мощности, указанных в табл. 13.16 при cosipот 0,5 до 0,9.
!гДизель-генератор считается выдержавшим испытание, если он работает устойчиво на режимах, указанных в табл. 13.16, и напряжение при этом поддерживается 378-402 В.
Допускается испытание генератора производить при cosip- 1. При Проверке работы дизель-генератора на режимахcosip= 1, напряжение
Таблица 13.16
|
Продолжительность |
|
Нагрузка |
Частота вращения, об/мин | |
|
работы, мин |
% |
|
кВт | |
|
10 |
25 |
|
18,8 |
Обеспечивается регуляторной характеристикой |
|
10 |
50 |
|
37,6 |
То же |
|
10 |
75 |
|
56,4 |
« |
|
30 |
100 |
|
75,2 |
1000 |
|
10 |
110 |
|
82,5 |
Обеспечивается регуляторной характеристикой |
генератора может не стабилизироваться в пределах 378-402 В, что является браковочным признаком. Напряжение при этом должно бьгц близким к верхнему пределу или выше его.
Техника безопасности при ремонте
Дизельное оборудование размещено в вагонах ИПС, поэтому при выполнении ремонтных работ требуется особая осторожность и внимательность.
Для предотвращения несчастных случаев при ремонте дизельных установок необходимо, чтобы на полу не были разлиты вода, топливо и масло.
При ремонте блока цилиндров с применением эпоксидных смол необходимо ознакомиться со специальными требованиями техники безопасности, так как некоторые из них токсичны. Работы следует производить в хорошо проветриваемом помещении, вдали от открытого пламени. Хранить растворители и эпоксидные смолы необходима так, чтобы исключалась возможность доступа к ним посторонних лиц.
Перезаливку подшипников необходимо производить в специально отведенном помещении с принудительной вентиляцией. Для удаления паров расплавленных металлов рабочие места оборудуют вытяжными зонтами. В помещении следует строго соблюдать правила пожарной безопасности. На видном месте должны находиться огнетушители и гидрант. Обслуживающий персонал должен работать в защитных фартуках и рукавицах.
При механической обработке подшипников в разливке сплава надо обязательно пользоваться очками. Переносить тигель с расплавленным металлом, заливать формы, а также транспортировать горячие, только что залитые подшипники разрешается только при помошн специально приспособленных устройств. Лица, допущенные к пере- заливке подшипников коленчатых валов, должны периодически преходить повторный инструктаж по технике безопасности.
При ремонте поршневой группы демонтировать поршень из цилиндра следует при помощи специального приспособления, чтобы не порезать руки об острые кромки колец. Хранить поршни нужно в вертикальном положении. При работе с подогретыми деталями след}' ет остерегаться ожогов.
Во время выварки поршней в моющем растворе нужно пользоваться защитными очками, загружать детали в ванну при помощи металлических корзин и подъемных приспособлений, а при извлечении вымытых поршней — обеспечить полный сток с них моющего раствора.
Воздушный шланг для обдувки деталей должен быть снабжен наконечником с запорным вентилем.
При ремонте головки цилиндров следует руководствоваться таки- дни же правилами техники безопасности, как при ремонте поршневой группы. Особую осторожность необходимо соблюдать при разборке и сборке клапанного узла, так как возвратная пружина клапанов обладает большой упругостью и при неумелом выполнении операции может причинить серьезные травмы.
В процессе сборки механизма привода распределительного вала необходимо опасаться попадания пальцев рук между зубьями шестерни или между цепью и звездочкой. Регулировать этот механизм следует одному человеку.
Проворачивать коленчатый вал при проверке качества зацепления нужно при помощи ломика или специальной рукоятки. Заменять ломик другими случайно попавшимися под руку предметами не разрешается. Нарушение этих правил приведет к травмам с тяжелыми последствиями.
Отделение ремонта топливной аппаратуры должно быть полностью изолировано от соседних производственных помещений, быть просторным, иметь естественное освещение, Стены и пол следует облицевать кафелем. Токопроводящие коммуникации прокладывают в защитном исполнении. Около рабочих мест запрещается хранить топливо, Помещение должно быть оборудовано противопожарными приспособлениями: огнетушителями, гидрантом, песком и др.
Во время опрессовки форсунок следует помнить, что топливо вылетает из распылителя под высоким давлением, поэтому капля жидкости способна пробить кожный покров и вызвать тяжелые травмы вплоть до общего заражения крови.
Не меньшая осторожность требуется при испытании трубок высокого давления и плунжерных пар. Топливные насосы имеют значи- 'гельную массу, поэтому их надо транспортировать специальным приспособлением. Ремонтировать насос в кантователе — что обеспечит безопасность работы.
Вся электрическая аппаратура должна быть в герметичном исполнении. Входные двери должны открываться наружу, подходы к ним Нельзя загромождать деталями и оборудованием. Курить в отделении ^Монта топливной аппаратуры строго воспрещается.
При очистке системы водяного охлаждения дизелей от накипи и. грязи рабочие должны пользоваться защитными очками, перчатками и иметь специальную одежду из негигроскопичной, пассивной к кислотам ткани. Помещение, в котором производятся операции по удалению накипи, оборудуют приточно-вытяжной вентиляцией. Для нейтрализации капель кислоты, случайно попавших на кожу рук и лицо, следует использовать водный раствор питьевой соды.
Кислоту переливают из стеклянной бутылки с применением устройства, исключающего ее попадание на пол.
Пуск дизеля при испытании после ремонта слесарь может произвести лишь после того, как убедится в том, что дизель и все его вспомогательные системы исправны, все ограждения и защитные кожухи вращающихся частей на месте и нет посторонних предметов на дизеле.
Категорически запрещается для облегчения пуска дизеля впрыскивать в вихревую камеру цилиндра легко воспламеняющиеся жидкости.
т

14