

Ремонт тележек пассажирских вагонов
Требования к пассажирским тележкам в эксплуатации
Для тележек пассажирских вагонов установлено выполнять контроль исправного состояния при техническом обслуживании пассажирских составов на пунктах формирования или оборота, в пунктах технического обслуживания в пути следования, а также при единой технической ревизии пассажирских вагонов. Кроме того, пассажирские тележки подвергают плановым видам ремонта в депо и на вагоноремонтных заводах.
При техническом обслуживании вагонов у тележек (рис. 7.1) контролируют состояние сварных швов рам и надрессорных балок, исправность центрального и надбуксового рессорного подвешивания, наличие валиков, шплинтов, втулок в шарнирных соединениях деталей, степень износа скользунов, надежность крепления поводков и соответствие зазоров в деталях тележек допустимым нормам.
Не
допускается эксплуатация вагонов, в
деталях тележек которых имеются трещины
и неисправности крепления деталей или
их предохранительных устройств. На
вагоне с тележками КВЗ-ЦНИИ всех
модификаций кузов опирается на
горизонтальные скользуны. Для тележек
этого типа возвышение кромки чугунного
вкладыша скользуна Внад коробкой скользуна должно быть не
менее 11 мм (рис. 7.2), а зазорГмежду опорной кромкой пятника и
подпятником — не менее 9 мм.
Зазор
между надрессорной балкой и рамой А(рис. 7.1) должен быть не менее 20 мм для
тележек КВЗ-ЦНИИ и не менее 25 мм — для
КВЗ-ЦНИИ-М. Суммарный зазор между
вертикальными скользунами
Рис.
7.1. Тележки:
а
— КВЗ-ЦНИИ б
— КВЗ-ЦНИИ-2; 1
— поводок; 2
— рама; 3
— надрессорная балка; 4
— центральное рессорное подвешивание;
5
— надбуксовое рессорное подвешиваниеМесто клейм приемки
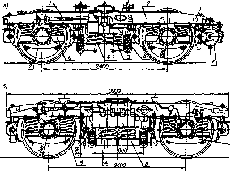
Рис.
7.2. Проверка тележек КВЗ-ЦНИИ в
эксплуатации:
— вкладыш скользуна;
— коробка скользуна;
— надрессорная балка;
— подпятник; 5 — пятник
с
одной стороны тележки должен быть не
более30 мм для тележек типов КВЗ-ЦНИИ, но при
этом каждый зазор должен быть не менее
5 мм.
Несоответствия зазоров установленным нормам ухудшают плавность хода тележек, приводят к ударам деталей друг о друга, вызывают преждевременные износы и создают угрозу безопасности движения поездов.
При проверке технического состояния тележек вагонов осо-
бое внимание обращают на исправность колесных пар, буксового узла, гидравлических гасителей колебаний, на состояние поводков, предохранительных болтов и скоб, крепление узла фрикционного гасителя колебаний.
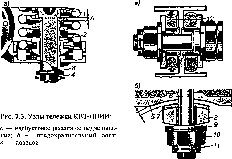
В
фрикционном гасителе колебаний (рис.
7.3, а)не допускается зазорАмежду шпинтоном1и втулкой 2. Зазор может образоваться
при отсутствии или неправильной установке
тарельчатой пружины3
или
ослаблении гайки крепления4.При правильной установке тарельчатая
пружина меньшим диаметром должна
упираться во втулку, а гайка должна быть
зашплинтована.
При
проверке защитных болтов 6(рис. 7.3,б)центрального подвешивания необходимо
убедиться в наличии зазора между поддоном5и резиновой шайбой 7. В состав деталей
крепления входят металлические шайбы8,
9,гайка10и шплинт11.
Частой
неисправностью пассажирских тележек
является ослабление затяжки
резинометаллических пакетов продольных
поводков 12
(рис.
7.3,в),необходима их просадка. Как следствие
этого, нарушаются зазоры между
вертикальными скользунами. Для устранения
неисправности гайки поводков подтянуть
до исчезновения вогнутости или до
появления выпуклости не более 3 мм.
У поводков с резьбовым соединением конструкции ИВФД Дерга- чева (рис. 7.12) необходимо проверить детали и сварные швы на отсутствие трещин и изломов, которые не допускаются. Следует также проверить исправность стопорных шайб и плотность затяжки резьбовых соединений (размер 110+1 мм).
Расстояние между рамой тележек КВЗ-ЦНИИ всех типов и корпусом буксы должно быть не менее 56 мм.
В зависимости от вида повреждения, неисправности тележки устраняют в составе поезда или при текущем ремонте с отцепкой авгона и подачей его на специализированный путь, где есть необходимые средства механизации.
При выполнению! единой технической ревизии пассажирских вагонов (TU-3 ) тележки выкатывают из-под всех типов вагонов. С тележек снимают и отправляют для проверки и ремонта гидравлические гасители колебаний, датчики противоюзных устройств, скоростные регуляторы нажатия тормозных колодок. Колесные пары с редукторами от средней части оси или от торца оси выкатывают и подают на соответствующие ремонтные позиции для контроля технического состояния приводов генератора. Тележки очищают от снега, грязи и осматривают.
При осмотре рам выявляют ослабление сварных швов и трещины. Обнаруженные неисправности должны быть устранены. У тележек КВЗ-ЦНИИ-М постройки 1985-1986 гг. следует внимательно осматривать поперечные балки, в которых имеют место случаи появления трещин.
Проверяют состояние пружин, подвесок центрального подвешивания, предохранительных скоб, поводков, деталей фрикционного гасителя. Неисправные детали заменяют. Проверяют и регулируют зазоры вертикальных скользунов, которые должны составлять в сумме с одной стороны тележек КВЗ-ЦНИИ всех типов не более 25 мм. При зазорах более нормы накладки вертикальных скользунов срезают и приваривают новые, изготовленные из стали 45.
Все проверочно-регулировочные работы выполняют на тележках под тарой вагона на прямом (выверенном) участке железнодорожного пути.
Зазор между предохранительной скобой и крюком поддона должен быть для тележки КВЗ-ЦНИИ М 50-60 мм. Зазор между пятником и подпятником должен быть не менее 13 мм для тележек типа КВЗ-ЦНИИ, а между поддоном и опорной шайбой предохранительного болта — 1-4 мм.
Проверяют плотность крепления фрикционного гасителя, при ослаблении которого производят подтягивание гаек шпинтонов до полного выпрямления тарельчатых пружин, установленных конусом вверх.
Износ вкладышей горизонтальных скользунов допускается до толщины 35 мм. Задиры на поверхности должны устраняться механической обработкой. Пружины, в случае замены, подбирают и устанавливают по определенным схемам для каждого типа вагона в соответствии с РТМ32ЦВ 1-29-87.
Ремонт тележек пассажирских вагонов на поточно-конвейерной линии
При плановых видах ремонта вагонов ремонт тележек производят в специальном тележечном отделении депо или тележечном цехе завода.
Выкаченные из-под вагона тележки подают на позиции ремонта с помощью транспортера или мостовым краном.
Тележки перед ремонтом должны быть обмыты и разобраны. Все детали тележек очищают от грязи, ржавчины и разрушенного защитного покрытия.
При наличии в пазах, канавках резьбы остатков загрязнений их необходимо удалить вручную с применением жестких волосяных щеток, деревянных и пластмассовых скребков и моющих препаратов типа МС-15 концентрации 20г/л при температуре 40-45°С. Подготовленные детали должны быть осмотрены и обмерены шаблонами с целью выявления дефектов и недопустимых износов.
При визуальном осмотре обращают внимание на вздутие краски, риски, задиры, забоины, указывающие на возможные дефекты под ними. Наиболее ответственные детали пассажирских тележек подвергают испытанию на растяжение и неразрушающему контролю.
Испытанию на растяжение подлежат подвески (в сборе) центрального подвешивания (тяги, серьги, валики) тележек КВЗ-ЦНИИ.
Магнитопорошковому контролю подвергают: серьги, тяги подвесок, валики люлечного подвешивания, тяги продольного поводка, предохранительные болты поддона, шкворни, сварные швы кронштейнов для гидравлических гасителей колебаний и подпятники. Все неисправные детали должны быть отремонтированы или заменены на исправные.
Ремонт пассажирских тележек организуют поточным или поточноконвейерным методами. Применение поточно-конвейерных линий позволяет максимально механизировать технологические процессы, повысить производительность труда и качество ремонта.
Проектно-конструкторское бюро ЦВ МПС разработало типовой технологический процесс ремонта пассажирских тележек на семи ремонтных позициях (рис. 7.4).
Позиция I — демонтаж рычажной передачи, привода генератора, генератора, датчиков контроля температуры букс, а также отвертывание гаек шпинтонов, снятие гидравлических гасителей, установка рамы на транспортировочную тележку, снятие деталей буксового рессорного подвешивания, выкатка колесных пар и обмывка тележек. Данная позиция должна быть оборудована шплинтодерами, гайковертами, мостовым краном и моечной машиной.
Позиция II — раму тележки мостовым краном устанавливают на подставки и производят окончательную разборку рычажной передачи, демонтаж предохранительных скоб, стержней и продольных поводков. Здесь же происходит проверка сопротивления изоляции электрических проводов датчиков контроля нагрева букс. Позиция должна быть оборудована шплинтодерами и гайковертами.
Позиция III — разборка центрального рессорного подвешивания с использованием специального пресса.
Позиция IV — осмотр, обмер и ремонт рам и надрессорных балок. Замена изношенных шпинтонов. Позиция должна иметь кантователи рам и надрессорных балок.