

Лабораторная работа 18. Расчёт серий
Цель и задачи работы:
Цель работы: ознакомление с серийной системой раскроя.
Задачи работы: приобретение навыков в составлении компоновки обмеловок, карты и графика раскроя; установление показателей эффективности работы раскройного цеха.
Теоретическое обоснование работы:
Выполнить раскладку лекал на образцах костюмной ткани.
Определить рациональные условия раскроя серии.
Подбор сочетаний размеро-ростов в раскладках.
Составить план раскроя (карты расчета и график раскроя).
Многие швейные предприятия работают по прямым договорам с торгующими организациями. Выпуск готовых изделий в этом случае определяется заказами торгующих организаций. В заказах определяются сроки поставок, ассортимент продукции и качество единиц изделий по ассортименту, требуемая размеро-ростовочная шкала (ростовка). На основе этих договоров на предприятии составляется свободный заказ на планируемый период, в котором указываются ассортимент выпускаемой продукции по моделям и количество единиц каждого фасона.
В зависимости от размера сводного заказа на модель, они выполняются по-разному. Небольшие по величине заказы выполняются целиком, шкала размеро-ростовочного ассортимента закрывается к моменту выполнения всего заказа. В этом случае заказ равен серии. Большие по величине заказы разбиваются на несколько серий.
Серия – это минимальная часть заказа, выполненная в соответствии с полным объемом шкалы размеро-ростов в сроки, заранее согласованные с торговыми предприятиями.
Система выполнения заказов по частям называется серийной.
Размер серии оказывает существенное
влияние на объем работ в подготовительном
и раскройном цехах. Затраты труда на
настилание, обмеловку, вырезку и другие
операции раскроя минимальны при
выполнении заказов нормальными сериями.
При нормальной серии все настилы имеют
максимальную технически возможную
высоту. Нормальная серия Сн определяется
из условий, что на размеро - рост с
минимальным удельным весом приходится
настил с максимальной технически
допустимой высотой –
![]()
![]() (1.1)
(1.1)
Где Х – комплектность деталей в обмелке (Х=1 при раскладке полных комплектов лекал изделия и Х= С, 5 при раскладке полукомплектов);
У – наибольший общий делитель рада чисел процентного соотношения шкалы размеро-ростов.
![]()
где М – дневной выпуск изделий данного ассортимента;
t- срок выполнения ростовки;
К – число изготавливаемых моделей.
Потери производства тем более заметны, чем больше серия Ср отличается от серии Сн. Нельзя допускать, чтобы Ср меньше была 25 – 30% от нормальнй серии, так как при этом средневзвешенная высота настила снижается на 40 – 45%, а объем работ в пачках возрастает на 70 – 80%.
Ориентировочные размеры серий для некоторых видов изделий, шт.:
Пальто 1500 – 2500
Костюмы 2000 – 3000
Платья х/б 5000 – 10000
Сорочки мужские 8000 – 10000
При расчете серий должны быть выполнены следующие основные требования:
обеспечение экономичности расхода материалов; достижение минимального процента межлекальных выпадов в раскладках;
выполнение установленной шкалы размеро - ростов;
обеспечение экономичности раскроя (минимального количества раскладок, настилов, высоты настилов не ниже достигнутых на предприятиях);
обеспечение условий рационального расчета кусков (рациональной разницы между смежными нормами длин раскладок, оптимального количества однокомплектных раскладок);
сокращение работы при установлении длин раскладок (выделение типовых схем раскладок).
Выполнение требований зависит в основном от подбора сочетаний размеро - ростов в раскладках.
Подбор сочетаний может быть выполнен по принципу объединения смежных размеро-ростов, на основе анализа экономичности нескольких предварительных экспериментальных раскладок, по принципу последовательного возрастания площадей лекал.
Наиболее распространенным способом является объединение смежных размеро-ростов. Возможны следующие варианты объединения: одинаковых размеро-ростов (сам с собой)164 –92 +164-92;
смежных размеров, одинаковых ростов 170 – 96 +170 – 100; одинакового размера, смежных ростов 164- 92 + 170 – 92; смежных размеров, смежных ростов 164 – 92 + 170 – 96.
На основании опыта промышленности для многих изделий установлены варианты объединения, которые дают наиболее экономичные раскладки. Так, для мужских костюмов наиболее экономичен вариант объединения смежных размеров – одинаковых ростов; для мужских сорочек смежных размеров – смежных и одинаковых ростов; для женских платьев и блуз наиболее экономичные раскладки дает объединение резко разных размеров (88+100).
Подбор на основе анализа экономичности нескольких экспериментальных раскладок применяется для изделий и моделей, имеющих сложную конфигурацию деталей.
Подбор сочетаний по принципу последовательного возрастания площадей лекал применяется при большом значении Ср. по этому принципу размеророста с наименьшей и наибольшей площадями лекал объединяют «сам с собой». Такой порядок обеспечивает наибольший диапазон длин раскладок. Второй по возрастанию площади размеро-рост объединяют с третьим до полного использования одного из них. Остаток объединяют со следующим по возрастанию площади размеро-ростом и т.д. при таком подборе число раскладок увеличивается, содержание раскладок не однотипно, возможно объединение через размер, через рост. Подбор направлен на выполнение условий рационального расчета кусков, остальные требования к расчету серий практически не выполняются.
Описание лабораторной установки:
Материалы, инструменты, приспособления:
комплекты лекал изделий костюмной группы в масштабе 1:5;
миллиметровая бумага формата 1,0 * 0,5; образцы костюмных тканей на которых выполняется раскладка лекал.
По каждой раскладке определяется удельный вес, количество изделий, количество и высота настилов, количество пачек, способ настилания – оформляется карта раскроя.
Удельный вес
![]() раскладки определяется как сумма
удельных весов каждого размеро-роста
по наименьшему удельному весу. Например,
в раскладку объединяются два размеро-роста
с удельными весами соответственно 1,5%
и 0,5%. Удельный вес раскладки составляет
0,5%+0,5%=1,0%. Все остатки по удельным весам
списываются до тех пор, пока не будут
объединены все размеро-роста. Для
проверки правильности расчетов в конце
подсчитывается общий удельный вес
раскладок, который должен быть равен
100.
раскладки определяется как сумма
удельных весов каждого размеро-роста
по наименьшему удельному весу. Например,
в раскладку объединяются два размеро-роста
с удельными весами соответственно 1,5%
и 0,5%. Удельный вес раскладки составляет
0,5%+0,5%=1,0%. Все остатки по удельным весам
списываются до тех пор, пока не будут
объединены все размеро-роста. Для
проверки правильности расчетов в конце
подсчитывается общий удельный вес
раскладок, который должен быть равен
100.
Количество изделий Nрассчитывается по формуле
![]() (1.2)
(1.2)
Для определения количества и высоты настилов необходимо установить общее количество полотен по данной раскладке:
![]() (1.3)
(1.3)
где n– количество комплектов лекал в раскладке.
Количество настилов
![]() определяется
по формуле
определяется
по формуле
![]() (1.4)
(1.4)
где
![]() – максимальная высота настила для
данного вида изделия.
– максимальная высота настила для
данного вида изделия.
Высота настила устанавливается исходя из условия
![]()
Количество пачек
![]() в настиле равно количеству комплектов
лекал в раскладке:
в настиле равно количеству комплектов
лекал в раскладке:![]()
Количество пачек в серии равно
![]() (1.5)
(1.5)
Кроме составления графика раскроя и проверки проведенных расчетов определяется количество изделий в настиле и в серии:
![]()
Как итог расчета, определяется средневзвешенная высота настила:
 (1.6)
(1.6)
где
![]() – число раскладок в расчете.
– число раскладок в расчете.
Для установления очередности раскроя тех или иных настилов составляется график раскроя на все дни выполнения серии. Один день графика – раскроя обычно составляет одну расчетно-планировочную карту. Основные требования при составлении графика следующие:
возможность рационального расчета кусков ткани, для чего обмеловки, объединяемые для исполнения в один день, должны иметь различную длину, а следовательно, различное содержание;
равномерная загрузка раскройного цеха, для чего количество настилов и пачек, раскраиваемое по дням, должно быть приблизительно равным:
![]() (1.7)
(1.7)
![]() (1.8)
(1.8)
где t- срок выполнения ростовки (обычно 5 – 10 дней);
количество изделий, раскраиваемое в день, должно соответствовать мощности процессов по выпуску данной модели– для ритмичного снабжения кроем пошивочных цехов.
Методика проведения работы:
1. Установить исходные данные для заданного вида изделия:
район потребления продукции;
шкалу размеро – ростов;
величину нормальной Сн и расчетной Ср серий;
мощность потока;
количество одновременно изготовляемых моделей;
соотношение в выпуске между моделями;
срок выполнения серии.
Выполнить раскладку лекал на образцах костюмной ткани.
. 2. Определить рациональные условия раскроя серии, используя
нормативную документацию:
рекомендуемые способы настилания;
рекомендуемое количество лекал в раскладке;
допустимое количество одиночек, в %;
максимальную технически возможную высоту настила; способ подбора
размеро-ростов в раскладках.
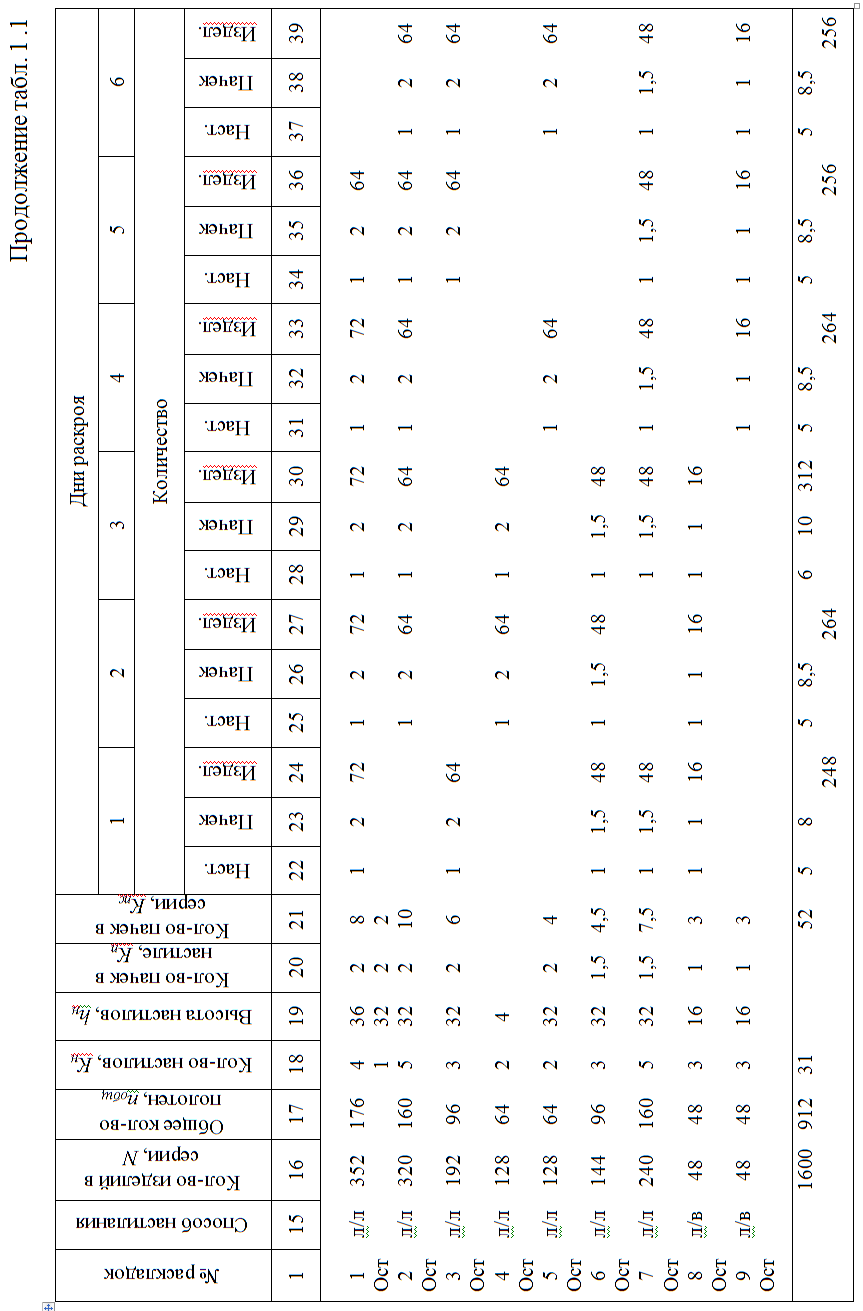
3. Произвести подбор сочетаний размеро-ростов. В табл.1.1 (гр.1-14) приведен пример подбора сочетаний на костюм мужской способом смежных размеров – смежных ростов при величине Ср - 1600 ед.
При компоновке по принципу объединения
смежных размеро-ростов необходимо
стремиться к тому, чтобы наибольшее
число раскладок было объединено с учетом
наиболее экономичного варианта и общее
число раскладок было наименьшим. Для
этого подбор начинают с размеро-роста
с наибольшим удельным весом. Таким в
примере является 108-170 с
![]() =18%.
Под выбранным размеро-ростом ставят
знак Х и согласно условию подбора ищут
смежный размеро-рост, обеспечивающий
более полное использование размеро-роста
с максимальным удельным весом (104-176,
=18%.
Под выбранным размеро-ростом ставят
знак Х и согласно условию подбора ищут
смежный размеро-рост, обеспечивающий
более полное использование размеро-роста
с максимальным удельным весом (104-176,![]() = 11%)
= 11%)
Затем определяется суммарный удельный вес раскладки. Для двухкомплектной раскладки он равен удвоенному меньшему удельному весу (11*2 =22). По размеро-росту 108 – 170 остается остаток (18-11 =7%). Все остатки по удельным весам списываются до тех пор, пока не будут объединены все размеро-роста. Для проверки правильности расчетов в конце рассчитывается общий удельный вес раскладок, который должен быть равен 100%.
Чтобы улучшить расчет кусков, прибегают
к изменению числа комплектов лекал в
раскладках. Для мужских костюмов
рекомендуются раскладки в 1,5 комплекта.
В примере формирование полуторо-комплектной
раскладки показано в обмеловках 6 и 7.
Так как по одной раскладке изделий,
раскраиваемых по целому комплекту
лекал, в два раза больше, чем изделий,
раскраиваемых по ,5 комплекта, то и
удельные веса соответствующих
размеро-ростов должны относиться 2:1. в
обмеловке 6 по одному комплекту лекал
раскраивается размеро-рост 104-182 (![]() =6%), а по 0,5 комплекта – размеро-рост
108-176 (
=6%), а по 0,5 комплекта – размеро-рост
108-176 (![]() =3%). Суммарный удельный вес
=3%). Суммарный удельный вес![]() =6+3=9%.
=6+3=9%.
При подборе сочетаний с целью рационального расчета кусков необходимо предусматривать однокомплектные раскладки в пределах, установленных инструкцией. В примере обмелки 8, 9.
4. Составить план раскроя. Для этого
определяется количество изделий,
полотен, количество и высота настилов,
способ настилания, количество пачек
(табл. 18.1, гр. 15-21). Как итог, определяется
средневзвешенная высота настилов
![]() :
:
![]() пол.
пол.
Для обеспечения ритмичной работы раскройного цеха устанавливается очередность раскроя настилов – график раскроя серии.
Один день графика раскроя обычно составляет одну карту расчета материалов (см. табл.1.1, гр. 22-39)
|
Таблица 18.1 Подбор сочетаний размеро-ростов в раскладках лекал. Расчет серий. Изделие: костюм мужской, серия 1600 ед., hmax=36
|
Количество комплектов лекал n |
14 |
2
2
2
2
2
1,5
1,5
1
1 | |||||
|
Удельный вес раскладки γ, % |
13 |
22
20
12
8
8
9
15
3
3 | ||||||
|
Размеры |
112 |
Роста |
182 |
Удельный вес по шкале размеро-ростов |
4 |
12 |
4
4
4
4 х -
-
-
-
- | |
|
176 |
5 |
11 |
5
5
5
5
5
5 х -
-
- | |||||
|
170 |
6 |
10 |
6
6 х -
-
-
-
-
-
- | |||||
|
108 |
182 |
10 |
9 |
10
10
10
10
10
10 х -
-
- | ||||
|
176 |
17 |
8 |
17 х 7
7
7 х 3 х -
-
-
- | |||||
|
170 |
18 |
7 |
х 7
7
7 х 3
3
3
3
3 х - | |||||
|
164 |
9 |
6 |
9
9 х 3
3
3
3
3 х -
- | |||||
|
104 |
182 |
6 |
5 |
6
6
6
6
6 х -
-
-
- | ||||
|
176 |
11 |
4 |
х -
-
-
-
-
-
-
-
- | |||||
|
170 |
10 |
3 |
10 х -
-
-
-
-
-
-
- | |||||
|
164 |
4 |
2 |
4
4
4 х -
-
-
-
-
- | |||||
|
№ раскладок |
1 |
1 Ост 2 Ост 3 Ост 4 Ост 5 Ост 6 Ост 7 Ост 8 Ост 9 Ост | ||||||
Требования к отчету о лабораторной работе:
Подбор сочетаний размеро-ростов в раскладках.
Раскладки лекал в соответствии с заданием.
Определение рациональных условий раскроя серии.
Составление плана раскроя (карты расчета график раскроя).
Расчет количества изделий.
Расчет высоты настилов.
Расчет количества пачек в серии.
Расчет средневзвешенной высоты настила.
Контрольные вопросы:
В чем преимущества работы нормальной серии по сравнению с расчетной?
По каким показателям можно определить качество
выполнения компоновки раскладок?
Сколько вариантов может быть получено при комплектовке размеро-ростов «сам с собой»?
Какие показатели рассчитываются в карте раскроя?
Для чего составляется график раскроя?
Список рекомендуемой литературы:
1. Гвоздев, Ю.М. Химическая технология изделий из кожи. М.: изд. Академия, 2006.
2. Крючкова, Г. А. Технология швейно-трикотажных изделий. М.: изд. Академия, 2009.
3. Терская, Л. А. Технология раскроя и пошива меховой одежды. М.: Академия, 2004.