

Форма заточки передней поверхности лезвия резцов из быстрорежущей стали
|
Форма передней поверхности |
Обрабатываемый материал | ||
|
Вид |
Номер |
Эскиз | |
|
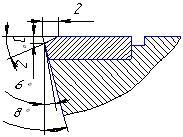
Плоская с положительным передним углом |
I |
|
Cталь с σ > 800 МПа серый чугун, НВ > 220, бронза и другие хрупкие материалы
|
|
II |
|
Сталь с σ ≤ 800 МПа чугун, НВ ≤ 220 | |
|
Криволинейная с фаской |
III |
|
Сталь с σ ≤ 800 МПа вязкие цветные металлы и легкие сплавы, при необходимости завивания стружки |
|
Криволинейная |
IV |
|
Материалы с σ = 800...1000 МПа |


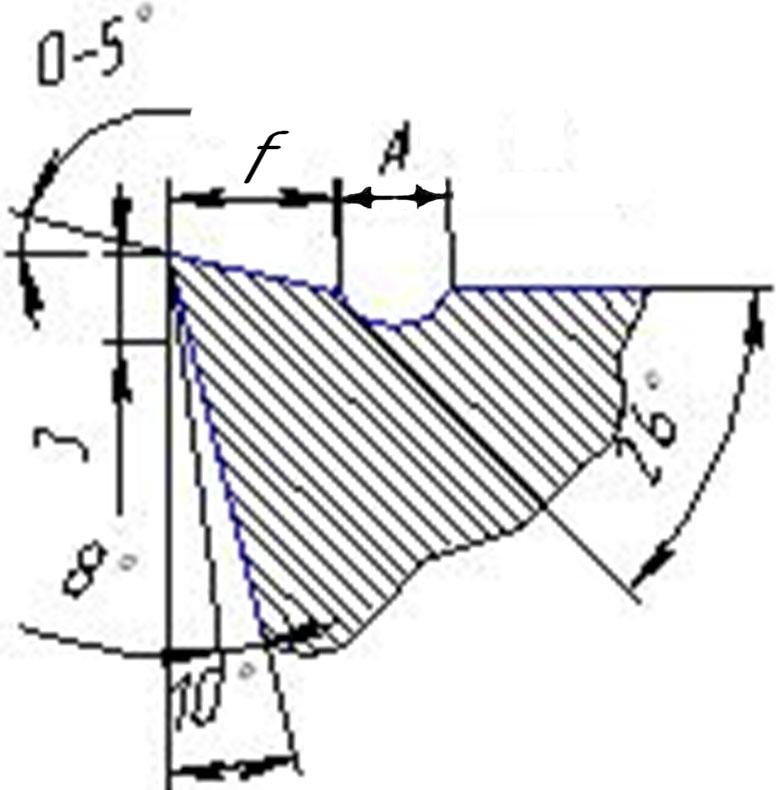

Таблица 1.6
Форма заточки передней поверхности лезвия резцов с напайными пластинами из твердого сплава
|
Форма передней поверхности |
Обрабатываемый материал | ||
|
Вид |
Номер |
Эскиз | |
|
Плоская, с положительным передним углом |
I |
|
Серый чугун, бронза и другие хрупкие материалы |
|
Плоская с отрицательной фаской |
II |
|
Ковкий чугун, сталь и стальные отливки с σ ≤ 800 МПА обработка при нежесткой технологической системе |
|
Плоская с отрицательной фаской |
III |
|
Сталь с σ ≤ 800 МПа с обеспечением дробления и завивания стружки |
|
Плоская с отрицательным передним углом |
IV |
|
Сталь и стальные отливки σ = 800 МПа, черновая обработка по корке. Работа с ударами в условиях жесткой технологической системы |



Окончание табл. 1.6
|
Форма передней поверхности |
Обрабатываемый материал | ||
|
Вид |
Номер |
Эскиз | |
|
Криволинейная с отрицательной фаской |
V, VI |
|
Коррозийно-стойкая сталь σ = 850 МПа |
|
Плоская с отрицательным передним углом |
VII |
|
Высокопрочные стали с σ > 1200 МПа |
|
*Заточку выполнять с А = 4 мм, R = 10 мм, γ = 12º Примечание. Обработку передней поверхности и задней поверхностей выполнять с Ra = 0,32 мкм, канавок с Ra = 1,25 мкм | |||

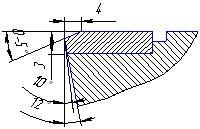
Таблица 1.7
Радиус вершины резца, мм
|
Резцы |
Типы |
Сечение державок Н х В, мм | |||||
|
6 х 6 8 х 8 |
10 х 16 12 х 20 |
16 х 25 20 х 25 |
25 х 25 20 х 30 |
25 х 40 30 х 40 |
30 х 45 40 х 40 40 х 60 | ||
|
Проходные, прямые и отогнутые, φ = 45о |
Чистовые |
– |
1,0 |
2,0 |
2,0 |
3,0 |
– |
|
Обдирочные |
– |
0,5 |
1,0 |
1,0 |
1,5 |
– | |
|
Упорные φ = 90о |
Чистовые |
0,1; 0,3; 0,5; 0,8; 1,0; 1,5; 2,0; 3,0 | |||||
|
Обдирочные |
– |
0,5 |
1,0 |
1,0 |
1,5 |
– | |
|
Расточные для сквозных отверстий |
Чистовые |
– |
1,0 |
1,5 |
1,5 |
– |
– |
|
Обдирочные |
– |
0,5 |
1,0 |
1,0 |
1,5 |
– | |
|
Расточные для глухих отверстий |
Чистовые |
0,1; 0,3; 0,5; 0,8; 1,0; 1,5; 2,0; 3,0 | |||||
|
Обдирочные |
– |
0,5 |
1,0 |
1,0 |
– |
– | |
|
Примечание. Радиусы при вершине лезвия строгальных резцов аналогичны радиусам при вершине лезвия токарных резцов | |||||||
Таблица 1.8