

Лабораторна робота № 7
ВИЗНАЧЕННЯ СПІВВІСНОСТІ ВАЛІВ ВУЗЛІВ ТЕПЛОВОЗА
Ціль роботи: Визначення співвісності валів приводного електродвигуна паливопідкачуючого насоса.
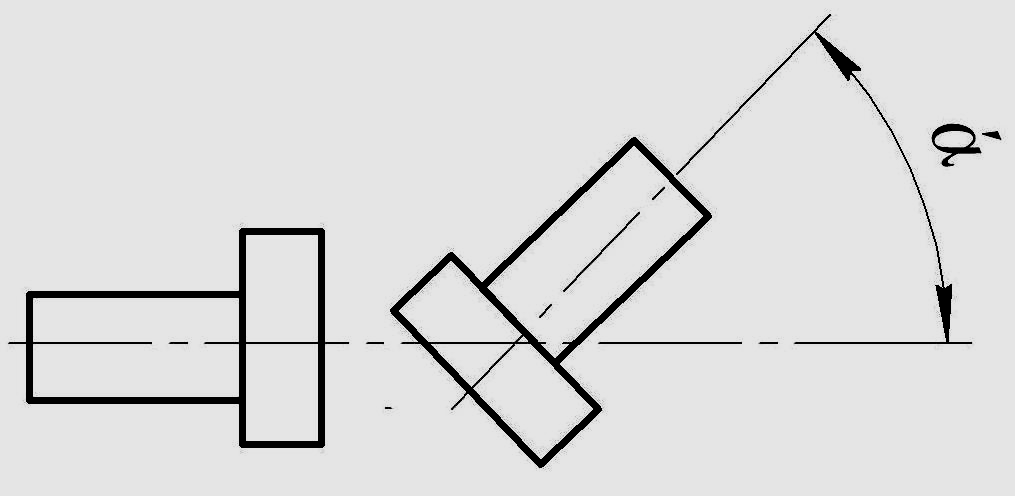
Практика експлуатації тепловозів показала, що передчасний вихід з ладу деталей підшипникових вузлів, сполучних ланок валопроводів, приводів силових агрегатів, виникнення тріщин у корпусних деталях і т.п. часто є наслідком неспіввісності валів. Для нормальної роботи багатьох елементів устаткування тепловозів необхідно, щоб геометричні осі валів, що з'єднуються, збігалися, тобто були зцентровані. Можливі три випадки розбіжності осей валів: зсув (рис. 1), злам (рис. 2) і злам зі зсувом (рис. 3).
|
Рисунок 1 – Зсув валів |
Рисунок 2 – Злам валів |
|
Рисунок 3 – Злам валів зі зсувом | |


Корпус механізму з вивіреним валом,як правило,перед центруванням валів закріплюють. Центрування виконується за рахунок постановки сталевих прокладок під корпус вивіряємого механізму або зсуву його в горизонтальній площині. Щоб попередити «усадку» механізмів і розцентровку валів внаслідок зминання й згладжування прокладок,число останніх повинне бути не більше 2 штук. Із усього різноманіття способів центрування валів у даній роботі будуть розглянуті способи перевірки співвісності валів за допомогою технологічної втулки й пристрою зі скобами.
Хід роботи
При центруванні валів за допомогою технологічної втулки останню необхідно встановити на кінець вала вивіряемого механізму (паливопідкачуючого насоса) з невеликим зазором: 0,03-0,05 мм (рис.4).
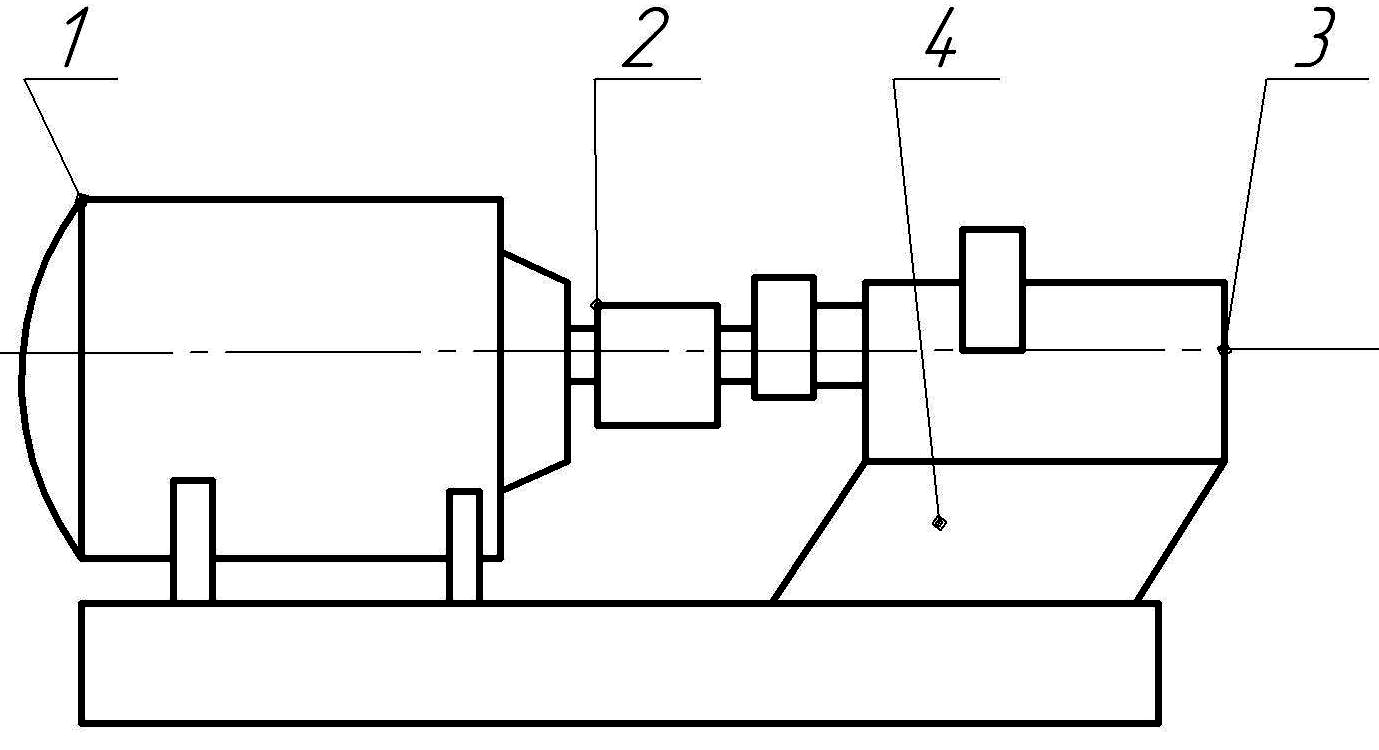
Рисунок 4 – Перевірка співвісності валів у паливопідкачуючому агрегаті за допомогою технологічної втулки:
1 - електродвигун, 2 - технологічна втулка, 3 - паливопідкачуючий насос, 4-прокладки регулювальні.
Центрування валів здійснювати постановкою плоских або клинових прокладок під корпус паливопідкачуючого насоса або його зсувом у горизонтальній площині. Якщо буде потреба здійснюється збільшення отворів під кріплення деталі. Вали вважаються співвісними,якщо технологічна втулка вільно переміщається по кінці вивіреного вала.
При перевірці співвісності валів пристроєм зі скобами на вивірений і вивіряємий вал установити фланці. На фланці вивіреного вала закріпити скобу у відповідності зі схемою,показаної на рис. 5. Попередні зазори «а» і «б» у межах 2-3 мм установити вимірювальними болтами 4.

Рисунок 5 – Перевірка співвісності валів пристроєм зі скобами:
1-вивірений вал (вал електродвигуна), 2-фланець, 3-скоба, 4-вимірювальний болт, 5-стяжний болт, 6-вивіряємий вал(вал насоса).
З метою одночасного обертання валів фланці необхідно з'єднати двома стяжними болтами 5.
Для того,щоб перевірити співвісність,обидва вали із установленими на них фланцями повертають на повний оборот і записують зазори «а» і «б» по круговій діаграмі,показаної на рис.6.
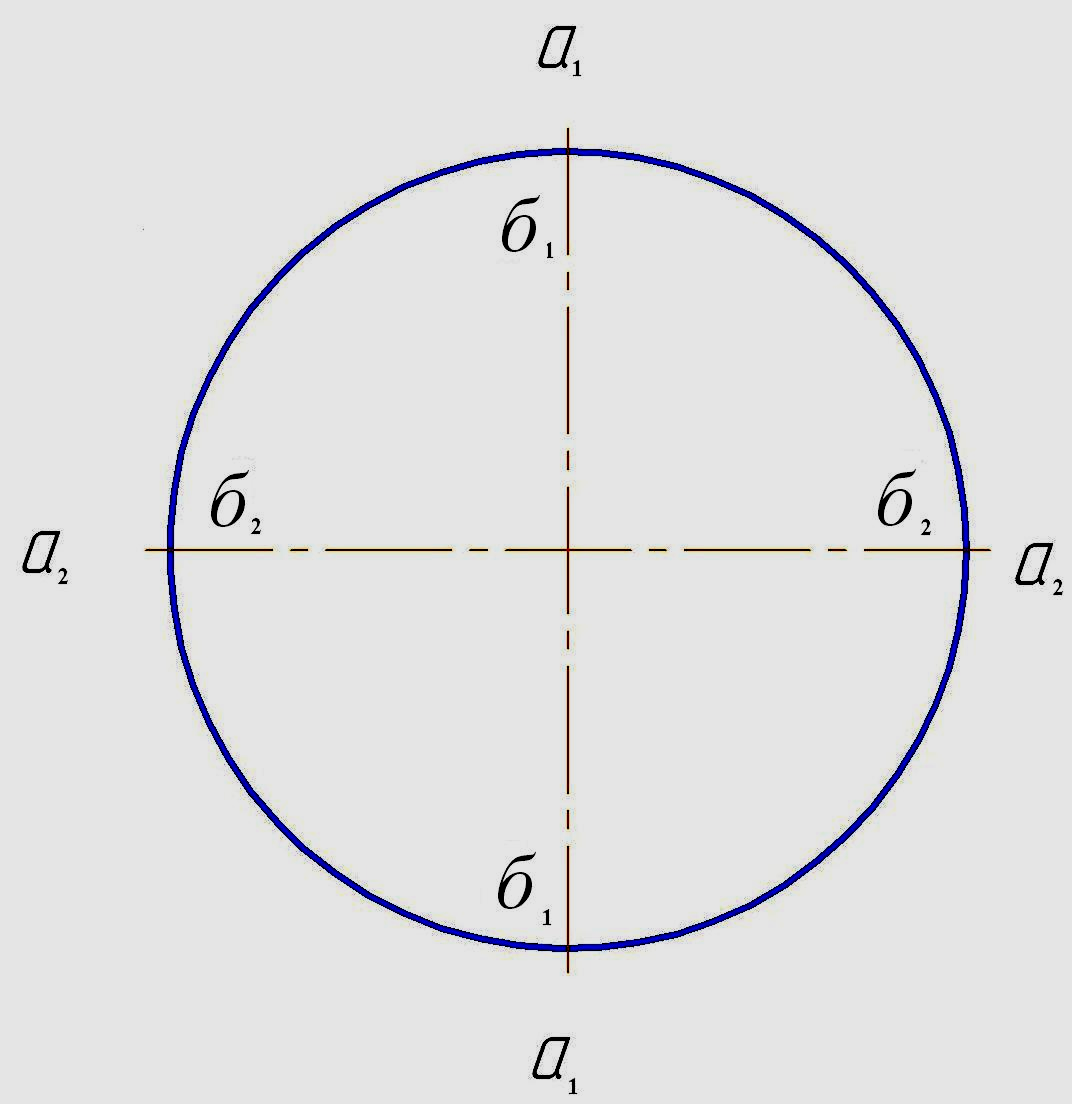
Рисунок 6 – Схема визначення зазорів «а» і «б».
Виміри вважаються правильними в наступних випадках:
сума радіальних і осьових зазорів по двох взаємно перпендикулярних площинах однакова,тобто
 й
й ,
,після повного обороту валів знову обмірювана величина зазору в точці
 збігається з первісної(допускається
відхилення не більше 0,05мм). Різниця
зазорів
збігається з первісної(допускається
відхилення не більше 0,05мм). Різниця
зазорів і
і й
й показує зсув осей валів відповідно у
вертикальній і горизонтальній площинах,а
різниця зазорів
показує зсув осей валів відповідно у
вертикальній і горизонтальній площинах,а
різниця зазорів і
і - злам у тих же площинах.
- злам у тих же площинах.
Величини зазорів, що допускаються, «а» і «б»,наведені до радіуса 100 мм, для кулачкової муфти з гумовими амортизаторами,становлять:
радіальний зазор «а» (зсув осей) - 0,5мм;
осьовий зазор «б» (злам осей) - 0,5 мм;
Результати вимірів занести в таблицю 1.
Таблиця 1 – Результати вимірів
|
|
Радіальні зазори «а» |
|
Осьові зазори «б» |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
На закінчення роботи зробити висновки про результати перевірки співвісності валів.
Вивіряємий вал центрує звичайним шляхом,тобто постановкою прокладок під корпус вивіряємого механізму або зсувом його корпуса в горизонтальній площині.