

2. Факторы, влияющие на потребительские свойства и ассортимент трикотажа
Волокнистый состав, строение и отделочные процессы формируют комплекс геометрических, физических, механических и других свойств трикотажа. Свойства трикотажных полотен играют важную роль на всех этапах производства и эксплуатации изделий из них.
Таким образом, потребительские свойства и ассортимент трикотажных товаров в значительной мере определяются свойствами нитей и полотен.
2.1. Особенности вязания трикотажа
Основой создания трикотажных изделий являются пряжа и нити.
Специфические требования к трикотажной пряже и нитям
обусловлены особенностями трикотажного производства. Трикотажную пряжу можно разделить по назначению на трико- тажно-чулочную, которая идет как основной материал для изготовления полотна и штучных изделий; трикотажную пряжу под начес, которая дополнительно вводится в трикотажное полотно для получения ворса, и швейно-трикотажную, которая применяется для пошива изделий или используется для вышивки. Кроме пряжи, в трикотажном производстве используют швейные и вышивальные нитки, а также эластичные нити для создания эластичного борта в спортивных получулках.
Трикотажная пряжа должна быть пологой, мягкой, равномерной по толщине, блеску и прочности, эластичной, с установленной влажностью, чистой, гладкой поверхностью, со способностью равномерно окрашиваться.
Нить должна иметь рыхлую структуру, чтобы обеспечить высокую застилистость поверхности, повышенные теплоизоляционные свойства изделий, облегченную массу изделия, приятную мягкость на ощупь и нормальное протекание процесса петлеобразования.
Применение более пологой по крутке трикотажной пряжи ^о сравнению с пряжей для ткацкого производства объясняется тем, что повышение крутки пряжи ведет к возрастанию ее жесткости, а также увеличению способности к петлянию и, следовательно, к разладке трикотажных машин, поломке игл, искажению формы и изменению размеров петель, перекосам трикотажного полотна и другим порокам. В то же время пряжа с пологой круткой менее прочная и ровная, более ворсистая.
Высокая крутка пряжи неблагоприятно влияет на процесс вязания. Нить с завышенной круткой, сматываясь с бобины при небольшом ослаблении натяжения, складывается вдвое и мгновенно скручивается, образуя сукрутину. Сукрутины, застревая в малых отверстиях нитенаправляющих и нитеподаю- щих механизмов, вызывают обрывы нити, поломку игл. Полотно, выработанное из пряжи с высокой круткой, имеет неправильную петельную структуру с наклонными асимметричными петлями. При вязании на круглых машинах петельные столбики вместо вертикальной линии образуют винтовую.
В тех случаях, когда необходимо применить пряжу повышенной крутки, ее уравновешивают путем трощения двух нитей разносторонней крутки или разностороннего их скручивания. Для синтетических и искусственных волокон применяется их фиксация путем химических и термических операций.
Крутка пряжи должна быть равномерной, иначе полотно получается пониженного качества, с утолщенными или утоненными петельными рядами или их участками.
Мягкость трикотажной пряжи определяется не только величиной ее крутки, но и свойствами самих волокон. Повышение мягкости пряжи на трикотажных фабриках достигается предварительной обработкой пряжи и нитей перед вязанием специальными смягчающими веществами, которые затем удаляются с трикотажного полотна или готовых изделий перед крашением.
Равномерность пряжи по толщине и блеску обеспечивает получение однородного по структуре и равномерного по плотности и блеску трикотажа.
Неравномерная пряжа по толщине, т.е. переслежистая пряжа, вызывает «зебристость» — характерную полосатость трикотажа. Равномерность пряжи по составу волокна, степени крутки является также важным показателем качества.
Равномерность пряжи по прочности предотвращает ее частые обрывы и сводит к минимуму появление пороков в процессе трикотажного производства.
Удлинение также обеспечивает хорошую проходимость пряжи через элементы трикотажных машин в процессе петлеобразования. Недостаточное удлинение приводит к обрывности пряжи в петлеобразующих системах.
Эластичность, характеризующаяся долей упругого удлинения в полном, является одним из важнейших свойств трикотажной пряжи. Упругость пряжи обусловливается свойствами волокна, способом прядения и величиной крутки. Наиболее упругими волокнами являются шерсть и синтетическое волокно капрон, менее упругим — вискозный шелк.
Характер поверхности трикотажной пряжи также важен для выработки трикотажа без производственных пороков. Сильно пушистая, неравномерная, шишковатая пряжа будет не только приводить к порокам полотна при вязании, но и обусловливать понижение упругих свойств трикотажа.
В пряже не должно быть посторонних механических примесей, замасленности, грубых узлов, излишней ворсистости.
Химические нити должны удовлетворять требованиям ров- ноты, удлинения, растяжимости, отсутствия оборванных элементарных нитей, масляных пятен, содержания замасливате- ля. Требования к пряже и нитям фиксируются в соответствующих стандартах.
В настоящее время в трикотажном производстве перерабатывают все виды сырья, включая пряжу из 04iec0B натурального шелка и из льняных волокон в смеси с синтетическими; применяют нити различной толщины и степени крутки. В основном используют пряжу и нити смешанного волокнистого состава, что обеспечивает хорошие гигиенические свойства полотен, меньшие усадку и сминаемость, хорошую износостойкость.
Подготовка пряжи и нитей к вязанию имеет существенное значение для выработки высококачественного трикотажного полотна и повышения производительности трикотажных машин.
К подготовительным операциям относятся перемотка, а также увлажнение, запаривание, парафинирование, эмульсирование или замасливание. Пряжа для основовязальных трикотажных машин проходит сновку — наматывание на сновальном валике определенного числа нитей заданной длины, параллельно и с одинаковым натяжением.
Цель перемотки пряжи с прядильных початков или мотков искусственного шелка в бобины:
проконтролировать прочность пряжи и устранить слабые места, грубые узлы, шишки и посторонние примеси;
удлинить нить, перематывая на одну бобину или шпулю тысячи метров пряжи, и создать одинаковую плотность намотки пряжи и нити.
Для улучшения вязальных свойств пряжа подвергается увлажнению, искусственный шелк повышенных круток — запариванию для снятия внутренних напряжений, а также для смягчения нитей, хлопчатобумажная и шерстяная пряжа во время перемотки — парафинированию для придания ей гладкой и скользкой поверхности, искусственный и синтетический шелк — замасливанию специальными эмульсиями.
После изготовления трикотажа парафин и эмульсия должны быть полностью удалены из волокна, так как в противном случае это отразится на равномерном окрашивании трикотажа.
Общие сведения о трикотажно-вязальных машинах и их классификация. Все трикотажно-вязальные машины имеют следующие основные механизмы и устройства: нитеподачи, петлеобразования, привода и товароотвода. К вспомогательным механизмам и устройствам относятся: механизм управления, автоматические остановы, механизм автоматической смазки, механизм пухоудаления, счетчики и т.д.
Петлеобразование осуществляется с помощью вязальных игл, платин, прессов и нитеводителей — одиночных или соединенных в гребенки (рис. 2.1). Вязальные иглы бывают различных конструкций: а — крючковая; б — язычковая; в — пазовая; г — трубчатая. Игла, независимо от конструкции, имеет следующие основные элементы: 1 — стержень; 2 — крючок, который служит для захвата нити и вытягивания вновь образованной петли; 3 — язычок: у пазовых и трубчатых игл он называется замыкателем, у крючковой иглы роль язычка (или замыкателя) выполняет удлиненный пружинящий крючок 2. Назначение язычка — удержать проложенную нить и облегчить соскальзывание старой петли с иглы; 4 — пятка. Она имеет различную конфигурацию в зависимости от назначения — удерживать иглу в плитке или перемещать по пазам игольницы; 5 — чаша стержня, которая имеется только на крючковых иглах и служит для помещения кончика крючка иглы во время петлеобразования.
Нитеводителъ прокладывает нити на иглу. Он представляет стальной плоский стержень с отверстием, через которое проходит нить. Платины служат для изгибания нити в петлю, перемещения петель по стержню, сбрасывания и оттягивания готовых петель. Это тонкие стальные пластинки фигурной формы, расположенные между иглами. Пресс закрывает крючок иглы (в машинах с крючковыми иглами). Прессы различной формы устанавливают над иглами или перед ними.
По способу петлеобразования вязальные машины делят на группы: кулирные (трикотажные) — машины с неподвижными крючковыми иглами; вязальные — машины с язычковыми и
Рис.
2.1.
Петлеобразующие органы трикотажной
машины и строение иглы:
I ~ иглы; II — платина; II! — пресс; IV— нитеводитель
По способу вязания машины подразделяют на поперечно- вязальные (кулирные) и основовязальные, по форме игольницы — на плоские, круглые и овальные. На плоских машинах вырабатываемый трикотаж получается в виде полотна определенной ширины или готовой детали; на круглых — в виде замкнутого цилиндра (трубки), размер которого определяется диаметром игольного цилиндра машины, или в виде купона; на машинах с овальными игольницами вырабатывают одновременно два полотна с кромками.
По числу игольниц (фонтур) трикотажные машины подразделяют на однофонтурные, двухфонтурные и многофонтурные.
По типу игл различают трикотажные машины с крючковыми, язычковыми, пазовыми, трубчатыми и особой конструкции иглами.
По количеству установленных систем — малосистемные (мальезная, машина МТ) и многосистемные (МС-5, интерлоч- ная, мультирипп и др.).
подвижными
крючковыми иглами; основовязальные;
тамбурные основовязальные;
вязально-прошивные и др.
Чем выше класс машины, тем меньше расстояние между иглами, тоньше иглы и соответственно тоньше и плотнее выработанный на них трикотаж.
По метрической классификации рекомендуется определять количество игл на 50 мм или брать за исходную величину игольный шаг в миллиметрах, увеличенный для удобства в 10 раз. Согласно последнему методу, все системы действующих трикотажных машин могут классифицироваться от 60 до 9 М.
В зависимости от типа производства машины используются для бельевого, верхнетрикотажного, чулочно-носочного, гардинно-кружевного, коврового и других производств.
В зависимости от вида вырабатываемого полотна и штучных изделий машины подразделяют на группы:
машины, вырабатывающие полотно для изготовления различных видов изделий, — мальезные, МТ, КТ, ванит, многозамочные, тонколастичные, интерлочные, вертелки, рашель, рашель-верте лки;
машины для производства купонов и деталей для верхних и бельевых изделий — оборотные, фанговые, котонные;
машины для производства чулочно-носочных изделий — круглочулочные и носочные автоматы, котонные чулочные;
машины специального назначения — для выработки беек, галстуков, перчаток.
Кроме указанных отличительных признаков, трикотаж- но-вязальные машины различаются между собой по конструкции узорообразующих механизмов и наличию программирующих и автоматических устройств.
На рис. 2.2 представлена классификация трикотажно-вя- зальных машин по важнейшим признакам.
Основные способы петлеобразования. Наиболее распространены трикотажный и вязальный способы петлеобразования.
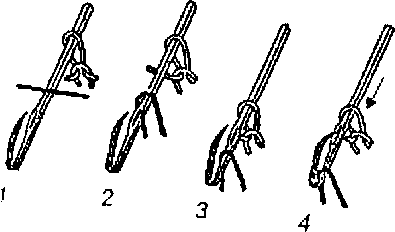
Процесс петлеобразования трикотажным способом осуществляется на кулирных машинах с крючковыми иглами и состоит из десяти последовательных этапов:
заключение — старая петля отодвигается из-под крючков к пяткам игл с помощью платины (для образования новых петель на иглах машины должны быть старые петли);
прокладывание нити — нитеводитель прокладывает нить над стержнем иглы (рис. 2<3, 1);
кулирование — проложенная нить изгибается с помощью платины в петлю (рис. 2.3, 2);
вынесение — образовавшаяся петля продвигается платиной под крючок (рис. 2.3, 3);
Рис.
2.2.
Схема классификации трикотажно-вязальных
машин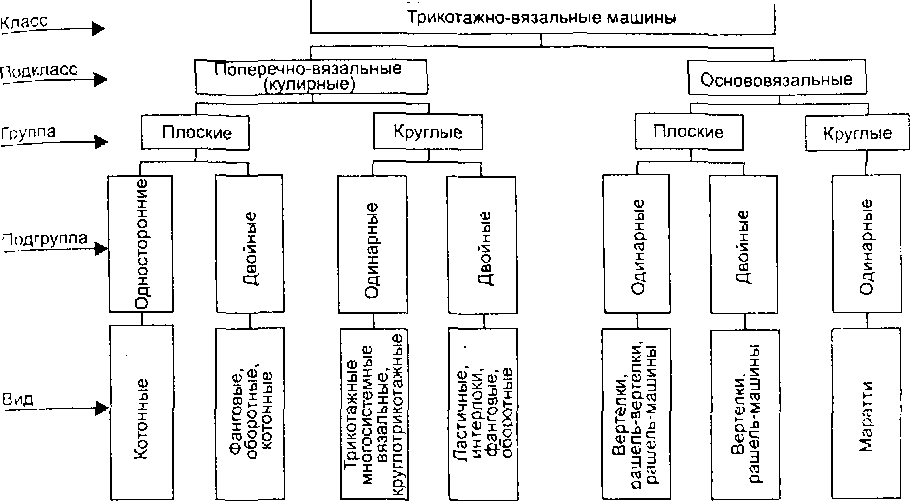
прессование — с помощью пресса кончики игл погружаются в чаши на стержнях игл (рис. 2.3, 4);
нанесение — старые петли наносятся на запрессованные крючки (рис. 2.3, 5);
соединение — сдвигающиеся старые петли соприкасаются с новыми (рис. 2.3, 6)
сбрасывание — старая петля сбрасывается платиной с крючка;
формирование — новая петля протягивается через старую и приобретает окончательную форму (рис. 2.3, 7);
оттяжка — с помощью оттягивающих механизмов петлям придается окончательная форма (рис. 2.3, 8).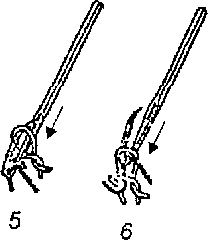
8
Рис. 2.3. Петлеобразование на машинах с крючковыми иглами
- ifi4i) 193
Для провязывания следующих рядов процесс повторяется.
При этом способе изгибание, или кулирование, нити происходит сразу после ее прокладывания на иглы.
Петлеобразование вязальным способом осуществляется на кулирных машинах с язычковыми иглами и на основовязаль- ных машинах с крючковыми, пазовыми и трубчатыми иглами (рис. 2.4).
Рис.
2.4.
Петлеобразование на машинах
с
язычковыми иглами
Петлеобразование язычковыми иглами можно разделить на десять этапов:
заключение состоит в том, что старая петля при движении иглы вверх (вперед) открывает клапан и сдвигается с него на стержень иглы (рис. 2.4, иглы ИЗ — И10);
прокладывание нити осуществляется в момент перехода иглы из движения вверх (вперед) к движению вниз (назад) (рис. 2.4, иглы ИИ — И12);
прессование — момент, когда старая петля закрывает клапаном вход под крючок иглы. Это осуществляется при движении иглы вниз (назад) (рис. 2.4, игла И12);
вынесение представляет собой момент сближения проложенной нити с крючком при движении иглы вниз (назад) (рис. 2.4, игла И13);
нанесение — это момент выхода старой петли на крючок иглы (рис. 2.4, игла И13);
соединение — момент соприкосновения старой петли с захваченной крючком новой нитью (рис. 2.4, игла И14);
кулирование — превращение захваченной крючком нити в новую петлю (рис. 2.4, игла И15);
сбрасывание — момент схода старой петли с иглы (рис. 2.4, игла И15);
формирование заключается в протягивании новой петли через старую (рис. 2.4, иглы И16 — И1);
оттяжка трикотажа состоит в том, что под действием груза и при движении иглы обратно (вверх) старая петля оттягивается назад от иглы, и этим устраняется возможность обратного надевания на иглу уже сброшенной петли (рис. 2.4, игла И2).
При вязальном способе петлеобразования операции сбрасывания, кулирования и формирования протекают одновременно. Если при трикотажном способе предварительное изгибание нити в петлю требует значительного времени (в некоторых случаях оно составляет половину цикла петлеобразования), то здесь новая нить полностью изгибается при формировании. Длительность цикла петлеобразования сокращается. Вязальный способ как более производительный по сравнению с трикотажным получил широкое распространение.