

Зміст перевірок, що виконуються в роботі
Перевірка 5. Осьове биття шпинделя передньої бабки (перевірка 2.9 за „ГОСТ 18097-88”).
На нерухомый частині верстата (рис. 1.1) встановлюють співвісно зі шпинделем 1 індикаторну стійку з індикатором 3 так, щоб його вимірювальний наконечник доторкався торця короткої оправки 2, встановленої в калібрований отвір шпинделя.
Шпиндель приводять в обертання з частотою, що дозволяє реєструвати показники індикатора. Вимірювання проводять, послідовно обертаючи шпиндель в обох напрямках. Осьове биття шпинделя дорівнює алгебраїчній різниці показників індикатора.

Рис. 1.1
Перевірка 6. Прямолінійність та паралельність траєкторії поздовжнього переміщення супорта відносно осі обертання шпинделя передньої бабки (перевірка 2.12 за ГОСТ 18097-88) у вертикальній площині – а, в горизонтальній площині – б.
Індикаторну стійку з індикатором 2 (рис. 2.1), встановлюють на супорт 1 так, щоб вимірювальний наконечник індикатора розташовувався перпендикулярно в точці дотику до циліндричної поверхні оправки 3, встановленої в шпиндель 4. В кожній площині вимірювання виконують за двома діаметрально протилежними твірними (шпиндель з оправкою повертають на 180 градусів).
Відхилення від паралельності дорівнює середньому арифметичному двох значень алгебраїчної різниці показників індикатора, що отримані до і після повороту оправки. При цьому для кожного повороту оправки (до і після) визначають алгебраїчну різницю показників індикатора на початку і в кінці переміщення супорта. Загальне відхилення від прямолінійності та паралельності траєкторії переміщення супорта відносно осі дорівнює середньому арифметичному двох значень найбільшої алгебраїчної різниці показників індикатора. При цьому для кожного положення оправки (до і після повороту) визначають найбільшу різницю показників індикатора в межах довжини переміщення супорта. Вільний кінець оправки може відхилитись тільки в сторону розташування різця.

Рис. 2.1
Перевірка 7. Прямолінійність та паралельність траєкторії переміщення верхніх різцевих салазок супорта відносно осі обертання шпинделя у вертикальній площині (перевірка 2.13 за ГОСТ 18097-88).
Індикаторну стійку з індикатором 2 (рис. 3.1) встановлюють на різцевій салазці 1 так, щоб вимірювальний наконечник індикатора розташовувався перпендикулярно в точці дотику до циліндричної поверхні оправки 3, встановленої в шпинделі 4. Вимірювання проводять за двома діаметрально протилежними твірними (шпиндель з оправкою повертають на 180 градусів).
Відхилення дорівнює середньому арифметичному двох значень алгебраїчної різниці показників індикатора, отриманих до і після повороту оправки.
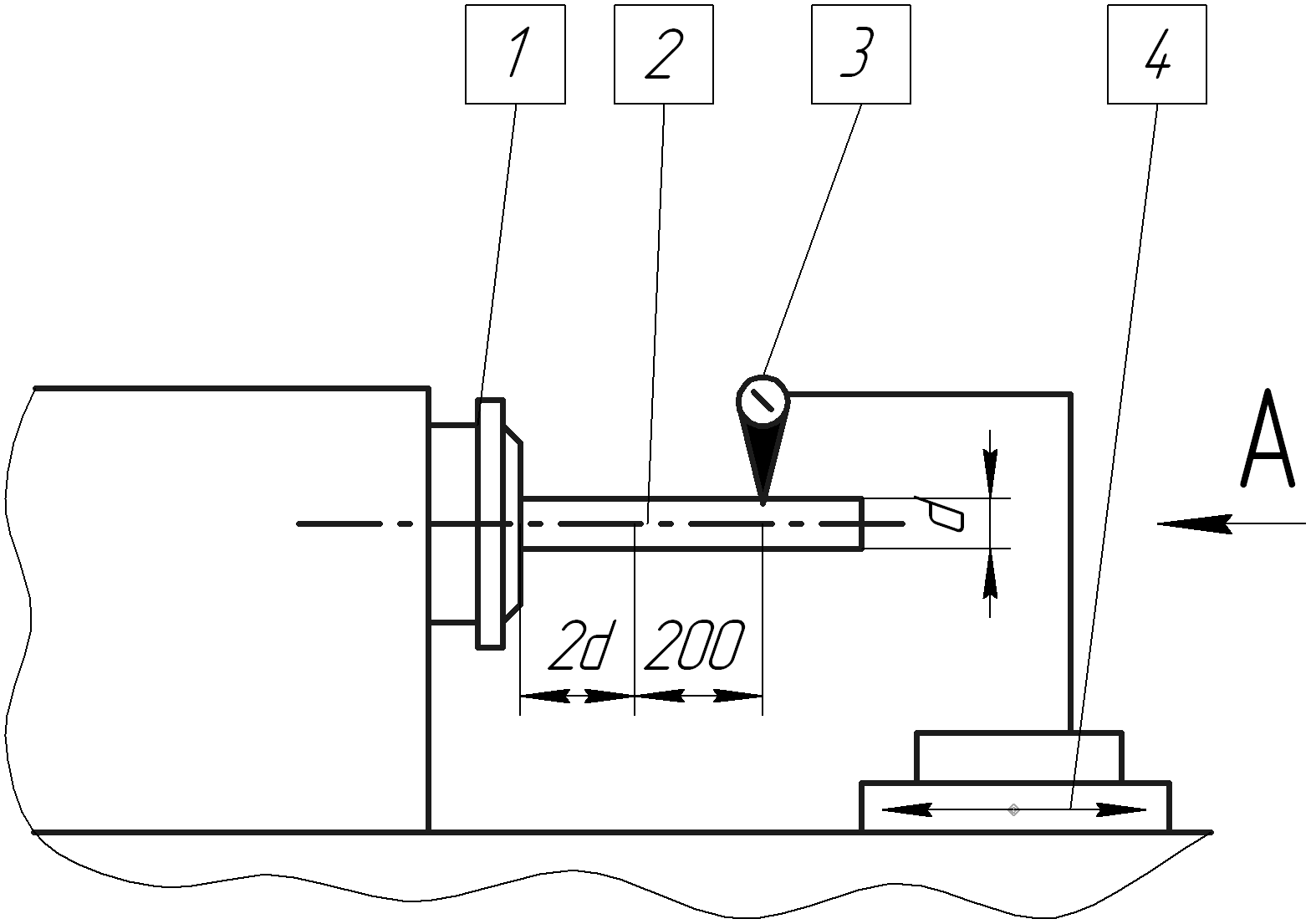
Рис. 3.1
Перевірка 10. Еквідистантність траєкторії переміщення пінолі задньої бабки та супорта у вертикальній площині – а та горизонтальній площині – б (перевірка 2.14 за ГОСТ 18097-88).
Індикаторну стійку 2 (рис. 4.1) встановлюють на супорті 1 так, щоб вимірювальний наконечник індикатора дотикався перпендикулярно до пінолі 3 задньої бабки 4. Супорт та піноль задньої бабки пересувають в одному напрямку на довжину 100 мм.
Відхилення від еквідистантності (паралельності) траєкторії переміщення дорівнює найбільшій алгебраїчній різниці показників індикатора.

Рис. 4.1
Перевірка 11. Прямолінійність та паралельність траєкторії переміщення супорта відносно осі конічного отвору пінолі задньої бабки у вертикальній площині – а та горизонтальній площині – б (перевірка 2.15 за ГОСТ 18097-88).
Контрольну оправку 2 (рис. 5.1) встановлюють в конічний отвір пінолі 4 задньої бабки. Індикаторну стійку з індикатором 3 встановлюють на супорті 1 так, щоб вимірювальний наконечник індикатора дотикався до утворюючої оправки та був перпендикулярним їй у площині вимірювання.
Супорт переміщують на довжину 100 мм.
При вимірюванні оправку повертають на 180 градусів.
Відхилення від паралельності дорівнює середньому арифметичному двох значень алгебраїчної різниці показників індикатора, що отримані при вимірюванні до і після повороту оправки.
При цьому для кожного положення оправки (до і після повороту) визначають алгебраїчну різницю показників індикатора на початку та в кінці переміщення супорта.

Рис. 5.1