

Лабораторна робота № 3 Тема: Визначення зусиль на рукоятках переміщення і затиску органів, люфтів, точності переміщень по лімбах, їх розрахунок
Мета роботи: набути досвід у перевірці машин, верстатів, механізмів в частині максимальних зусиль на рукоятках і важелях, якими користується робочий персонал, з дотриманням умов техніки безпеки, а також вміння визначати люфти в реверсивних органах управління і доведення їх до вимог технічної документації. Як додаток навчитись розраховувати лімби з виконанням умов потрібної дискретності і зручності користування.
Обладнання і вимірювальний інструмент
Верстати 1К62, 1341 або ЖА-280;
Динамометр 0 ÷ 100Н;
Індикатор ИЧ-1 з ціною поділки 0,01мм;
Стійка індикаторна;
Лінійка металева L = 500мм або штангенциркуль: ШЦ – 3 (0 – 250мм);
Динамометр ДОСМ 3 – 01 0 ÷ 1000Н.
Порядок виконання роботи
Перевірка зусиль на органах управління
Перевірці підлягають всі наявні на верстаті органи з ручним переміщенням (штурвали, маховики тощо), а також важелі.
Динамометр розтягування встановлюється на лінії дії руки оператора, як показано на рис.1.



Рис.1. Схеми перевірки зусиль
Згідно з вимогами ГОСТ 12.2.009-80 „Станки металлообрабатывающие. Общие требования безопасности” зусилля на рукоятках і важелях (маховиках) органів управління рухом збиральних одиниць в разі їх постійного користування не повинно перевищувати 40Н. Зусилля на цих же органах в разі їх використання не більше 5 разів за зміну не повинно перевищувати 150Н, тих, що використовуються не більше 25 разів за зміну – 80Н.
Необхідне зусилля ривка на різного призначення важелях і рукоятках в момент кінця затиску або початку розтискання не повинно перевищувати 500Н.
Зусилля для переміщення задньої бабки не повинно перевищувати в момент торкання 320Н.Заповнити таблицю.
Таблиця 1
|
№ з/п |
Найме-нування і призна-чення органу |
Кіль- кість вклю-чень за зміну |
Зусилля згідно ГОСТ 12.2.009-80,Н
|
Фактичне зусилля, Н |
Відповідає, чи ні вимогам стандартів | ||
|
торкання |
руху |
торкання |
руху | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|
Перевірка люфтів і точності переміщень робочих органів по лімбах
Схема перевірки наведена на рис. 2

Рис. 2. Схема перевірки люфтів і точності переміщень по лімбах
Встановити індикатор на „0”. Перемістити робочий орган по лімбу на фіксовану відстань (5÷8 мм). Перевірку проводять по індикатору (5 чи 8 обертів стрілки індикатора).
Перевірку точності переміщення по лімбах проводять для кожного органу не менше 5 разів.
Люфт перевіряється реверсуванням робочого органу з фіксацією кількості поділок по лімбу при відсутності руху (від руху вперед до руху назад). Перевірка здійснюється 3 рази на різних ділянках переміщення робочого органу (дві крайніх і середня). Результати вимірів занести до таблиці (максимальні значення).
Таблиця 2
|
№ з/п |
Найменування і призначення органу (рукоятки, маховика) |
Величини, що допускаються ТУ |
Фактичні результати вимірювань |
Відхилення від | |||
|
Точні-сть |
Люфт |
Точні-сть |
Люфт |
Точно-сті |
Люф-ту | ||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|
3) Розрахунок лімбів
3.1 Вихідною умовою є вимоги пункту 1.3.2 ГОСТ 12.2.009-80, що стосується, перш за все, читаємості показників лімбів з відстані не менш, ніж 500 мм. Ця умова виконується, якщо відстань між рисками лімба не менше 1,5...2 мм.
3.2 З метою забезпечення зручності лімб повинен мати цілу кількість однакових поділок і за один його оберт рухомий орган повинен переміщуватись на цілу кількість міліметрів (як виняток може застосовуватись цифра 5 після коми, тобто 0,5 мм).
3.3 Для кращого спостереження за цифрами і поділками лімбів загальна кількість поділок повинна бути кратною 5 або 10 і через кожних 5 – 10 поділок має бути нанесена цифра від 0 до величини переміщення за один оберт маховика з лімбом.
3.4 Розробляючи конструкцію пристрою, конструктор застосовує для ручного переміщення органу різноманітні схеми:
– рейка – рейкова шестерня;
рейка – рейкова шестерня;
– шестерня – гвинт; Перетворення колового руху
– гвинт; в прямолінійний
В разі використання схеми „рейка – рейкова шестерня” за один оберт рейкової шестерні переміщення дорівнює:
![]() ,
,
де m – модуль, мм;z – кількість зубів рейкової шестерні.
В разі застосування схеми „шестерня – гвинт” за оберт переміщення дорівнює:
![]() ,
,
де і – передаточне число зубчастого зачеплення;
t – крок гвинта.
В разі застосування гвинта:
![]() .
.
Тобто все залежить від кінематики і місця розташування лімба (рис. 3).

![]()

![]()

![]()
Рис. 3. Кінематичні схеми установки лімбів
В разі колового переміщення робочого органу (револьверна головка з горизонтальною віссю обертання) схема має наступний вигляд (рис. 4).
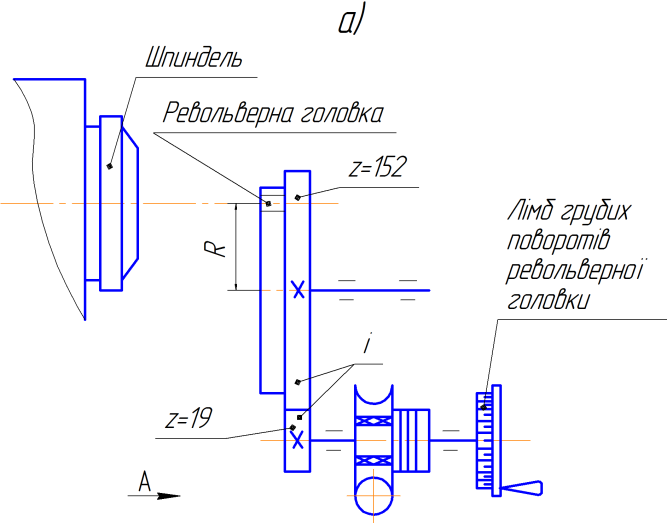

Рис.4. Кінематика колового руху револьверної головки
з горизонтальною віссю обертання
![]() ,
,
![]() ,
,
де R – радіус розташування інструментальних отворів, R = 100 мм;
q – похибка, яка враховує перетворення колового руху в прямолінійний.

Рис. 5. Схема утворення похибки при перетворенні колової траєкторії руху інструменту в зміну діаметра обробки
Виконати розрахунки лімбів згідно з вихідними даними, наведеними в таблиці 3.
3.5. Визначити шлях переміщення органу за один оберт маховика з лімбом і знаючи ціну поділки, розрахуємо кількість поділок на лімбі:
![]()
де
![]() – ціна поділки.
– ціна поділки.
Кількість поділок повинна бути цілим числом і кратним 5-ти або 10-ти. При необхідності округляють розрахункову кількість і визначають похибку:
![]()
3.6. Наступний крок визначення довжини розгортки лімба:
![]()
де 1,5...2мм – відстань між поділками.
3.7. Розраховуємо діаметр лімба:
![]()
В разі отримання неприйнятного розмірів діаметру лімба виконують наступні дії:
- при малому діаметрі збільшують відстань між подлками;
- при великому діаметрі (перевищує обмеження наведені в табл.3) слід дати пропозиції зі зміни кінематики або збільшення ціни поділки.
Таблиця 3
|
№ з/п |
Варіан ти |
Рису- нок |
Вихідні дані |
Обме-жуючий параметр (діаметр лімба)* |
Ціна поділ-ки, мм | ||||
|
І |
z |
m |
t |
і ч.п | |||||
|
1 |
3-01 |
3а |
1/4 |
17 |
3 |
- |
- |
≤140 |
0,05 |
|
2 |
3-02 |
3б |
1/2 |
- |
- |
10 |
- |
≤120 |
0,02 |
|
3 |
3-03 |
3в |
- |
- |
- |
5 |
- |
≤100 |
0,02 |
|
4 |
3-04 |
3а |
1/3,5 |
19 |
2,5 |
- |
- |
≤140 |
0,05 |
|
5 |
3-05 |
4а |
1/8 |
- |
- |
- |
- |
≤150 |
0,5 |
|
6 |
3-06 |
4б |
1/8 |
- |
- |
- |
1/66 |
≤120 |
0,05 |
|
7 |
3-07 |
3б |
1/4 |
- |
- |
5 |
- |
≤120 |
0,02 |
|
8 |
3-08 |
4а |
1/5 |
- |
- |
- |
- |
≤150 |
0,5 |
|
9 |
3-09 |
4б |
1/10 |
- |
- |
- |
1/66 |
≤120 |
0,01 |
|
10 |
3-10 |
3в |
- |
- |
- |
5 |
- |
≤140 |
0,01 |
|
11 |
3-11 |
3а |
1/5 |
19 |
3 |
- |
- |
≤100 |
0,05 |
|
12 |
3-12 |
4а |
1/10 |
- |
- |
- |
- |
≤120 |
0,5 |
|
13 |
3-13 |
3б |
1/3 |
- |
- |
5 |
- |
≤100 |
0,01 |
|
14 |
3-14 |
4б |
1/8 |
- |
- |
- |
1/80 |
≤120 |
0,02 |
|
15 |
3-15 |
3б |
1/4 |
- |
- |
10 |
- |
≤150 |
0,01 |
|
16 |
3-16 |
4б |
1/10 |
- |
- |
- |
1/66 |
≤120 |
0,01 |
|
17 |
3-17 |
3в |
- |
- |
- |
2,5 |
- |
≤110 |
0,05 |
|
18 |
3-18 |
4а |
1/6 |
- |
- |
- |
- |
≤150 |
0,5 |
|
19 |
3-19 |
3а |
½ |
17 |
2,5 |
- |
- |
≤140 |
0,05 |
|
20 |
3-20 |
4б |
1/6 |
- |
- |
- |
1/100 |
≤120 |
0,01 |
|
21 |
3-21 |
3б |
1/5 |
- |
3 |
4 |
- |
≤120 |
0,02 |
|
22 |
3-22 |
4а |
1/7 |
- |
- |
- |
- |
≤100 |
0,5 |
|
23 |
3-23 |
3б |
1/3 |
- |
- |
10 |
- |
≤120 |
0,02 |
|
24 |
3-24 |
4б |
1/7 |
- |
2,5 |
- |
1/85 |
≤150 |
0,01 |
|
25 |
3-25 |
3в |
- |
- |
- |
8 |
- |
≤120 |
0,02 |
|
26 |
3-26 |
4а |
1/8 |
- |
- |
- |
- |
≤80 |
0,5 |
|
27 |
3-27 |
4б |
1/5 |
- |
- |
0 |
1/50 |
≤100 |
0,01 |
|
28 |
3-28 |
3а |
1/3,5 |
20 |
3 |
- |
- |
≤120 |
0,02 |
*Може бути меншим не більше, ніж на 10 мм.
Навести ескіз розрахованого лімба з основними параметрами: діаметр, кількість штрихів, розмір між штрихами, ціна поділки.
Примітка При визначенні похибки q у варіанті, зображеному на рис. 4, використати наступні вихідні дані (рис. 6).

Рис. 6. Проточка канавки за рахунок колового переміщення
револьверної головки
Додаток 1
Тарування динамометра ДОСМ 3-01
(заводський № 500)
|
№ з/п |
Номінальні значення зусилля стискання, Н
|
Показання індикатора в поділках |
|
1 |
0 |
1,000 |
|
2 |
100 |
1,730 |
|
3 |
200 |
2,453 |
|
4 |
300 |
3,176 |
|
5 |
400 |
3,895 |
|
6 |
500 |
4,622 |
|
7 |
600 |
5,344 |
|
8 |
700 |
6,063 |
|
9 |
800 |
6,786 |
|
10 |
900 |
7,505 |
|
11 |
1000 |
8,220 |