

3.5.2 Калібр-пробка різьбова непрохідна не :
- зовнішній діаметр номінал :
dk = D2 + EІD2 + ТD2 + ТPL /2 + 2F1 граничне відхилення ± ТPL , (3.12)
- середній діаметр номінал :
d2к = D2 + EІD2 + ТD2 + ТPL /2 граничне відхилення ± ТPL , (3.13)
- границя зношення :
d2к знош = D2 + EІD2 + ТD2 + ТPL /2 + WNG , (3.14)
- внутрішній діаметр номінал :
d1к = D1 + EІD1 – Н/6 , (3.15)
де F1 = 0,1 мм – табл. 2, с.9 ГОСТ 24997;
Р= 0,15 мм – відстань між лінією середнього діаметру і вершиною укороченого профілю різьби;
WNG = 0,015 мм – табл.5, с.14 ГОСТ 24997 величина середньо
допустимого зношення різьбових непрохідних калібрів-пробок.
Тоді
dk = 9,026 + 0+ 0,224 + 0,014/2 + 2 ∙ 0,15 = 9,557 ± 0,007 мм ,
d2к = 9,026 + 0 + 0,224 + 0,014/2 = 9,257± 0,007 мм ,
d2к знош = 9,026 + 0 + 0,224 + 0,014/2 – 0,015 = 9,242 мм ,
d1к = 8,376 + 0 – 1,299/6 = 8,160 мм .
Виконавчі розміри: dk = 9,557± 0,007 мм
d2к = 9,257± 0,007 мм ,
d1к = 8,160 мм ,
d2к знош = 9,242 мм .
3.6 Визначаємо граничні відхилення кута бокової сторони профілю різьби калібр-пробки (табл. 6, с.15 ГОСТ 24997)
Тd/2 = 12΄ , тобто 30˚±12΄.
3.7 Визначаємо допуск кроку різьби калібрів табл. 7, с.16 ГОСТ 24997
ТР = 0,005 мм.
3.8 Будуємо схему розміщення полів допусків різьбових калібрів по середньому діаметру в масштабі М 1000:1.
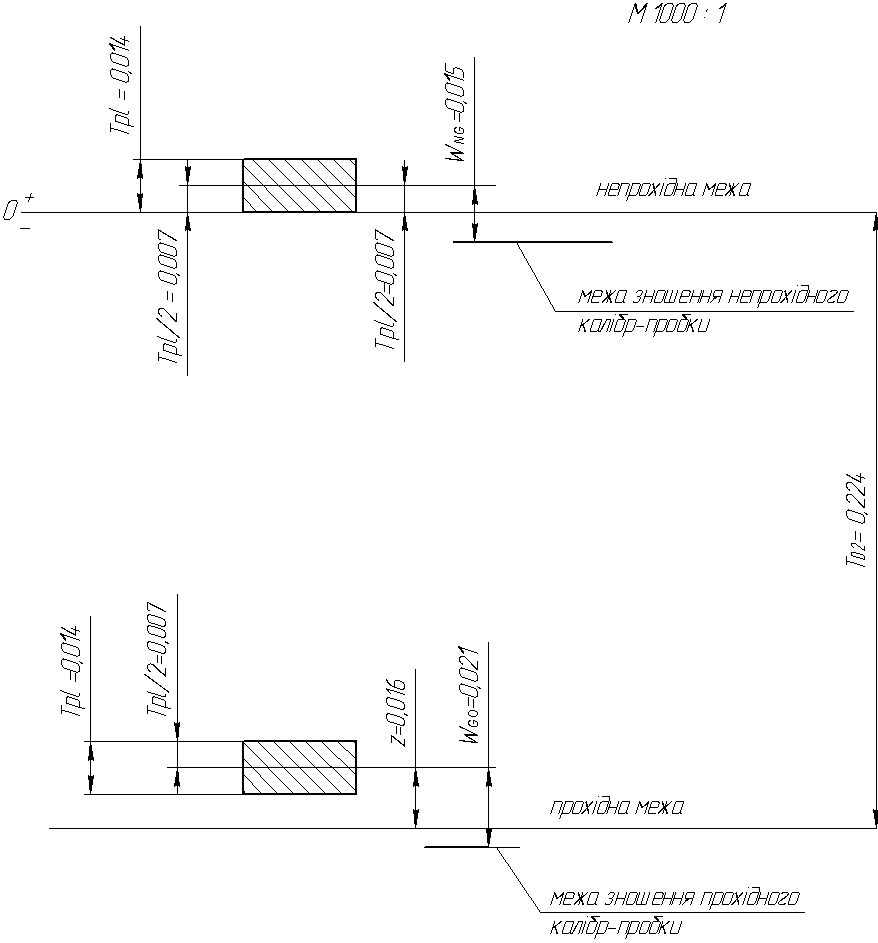
Рисунок 3.2 – Схема розташування полів допусків різьбових калібрів.
3.9 Розміри калібрів визначаються по ГОСТ 24997.
Приклад 4. Розрахувати калібр для контролю співвісності двох отворів Ø 14 D11 для деталі показаної на рисунку 1.
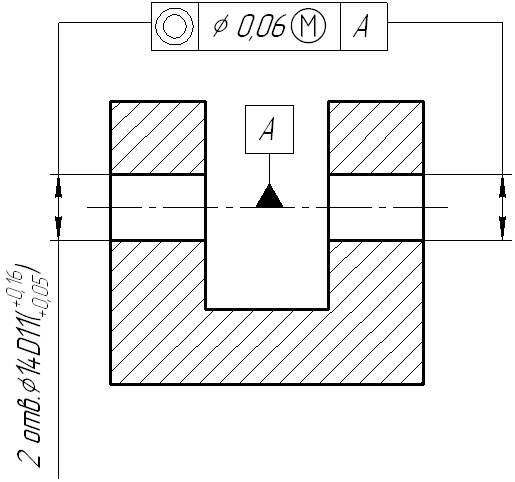
Рисунок 4.1 – Ескіз деталі.
Допуск розташування заданий на рисунку читається так:
- допуск співвісності 2отв. Ø 14 D11 щодо загальної осі А – 0,06 мм.
- допуск залежний ( залежний – перемінний допуск розташування, який вказується на креслені своїм мінімальним значенням і може бути перевищені на величину граничних відхилень вала і отвору. Назначається, коли зазори або натяги між деталями, що спрягаємі по декільком поверхням, повинні знаходитися в заданих межах).
4.1 Для розрахунку калібру необхідно перерахувати допуск соосності на позиційний допуск по Додаток 1, табл.2, п.3 ГОСТ 16085-80.
ТР1 = ТР2 = Тс ,
де ТР1 – позиційний допуск першого отвору, мм
ТР2 – позиційний допуск другого отвору, мм
Тс – допуск співвісності, мм
ТР1 = ТР2 = 0,06 мм .
4.2 Граничні відхилення і допуски вимірювальних елементів калібру визначаємо по табл.1 ГОСТ 16085-80 у залежності від величини позиційного допуску.
ТР = 0,06 мм ;
F = 15 мкм = 0,015 мм – основне відхилення розміру вимірювального елемента;
Н = 6 мкм = 0,006 мм – допуск на виготовлення калібру;
W =6 мкм = 0,006 мм – допуск на знос;
ТРК =10 мкм =0,010 мм – позиційний допуск вимірювальних поверхонь калібру.
4.3 Визначаємо граничні розміри вимірювальних елементів калібрів по формулах табл. 2. ГОСТ 16085.
Найбільший граничний розмір вимірювальних елементів калібру:
dKmax = Dmin – ТР + F , (4.1)
де Dmin = 14,05 мм – найменший граничний розмір отвору виробу.
dKmax = 14,05 – 0,06 + 0,015 = 14,005 мм .
Найменший граничний розмір вимірювальних елементів калібру
dKmin = dKmax – H , (4.2)
dKmin = 14,005 – 0,006 = 13,999 мм .
На кресленику виконавчий розмір для контролюючих пробок буде
Ø 14,005-0,006 .
Визначаємо розмір гранично зношеного вимірювального елемента калібру:
dK-W = dKmax – H – W , (4.3)
dK-W = 14,005 – 0,006 – 0,006 = 13,993 мм .
4.4 Допуск співвісності ТСК вимірювальних елементів калібру , табл. 1 ГОСТ 16085:
ТСК= ТPk = 0,010 мм.
4.5 Схема калібру з вказівкою розмірів і допусків вимірювальних елементів приведена на рисунку 4.2
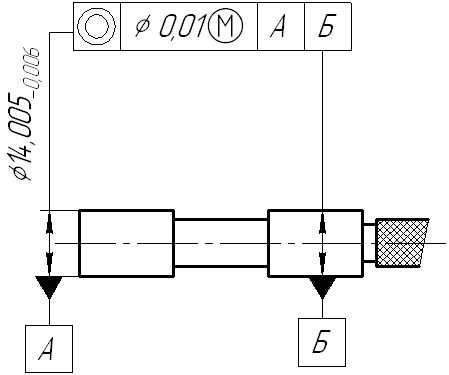
Рисунок 4.2 – Ескіз калібру.
4.6 Будуємо схему розташування полів допусків (див. рисунок 4.3).
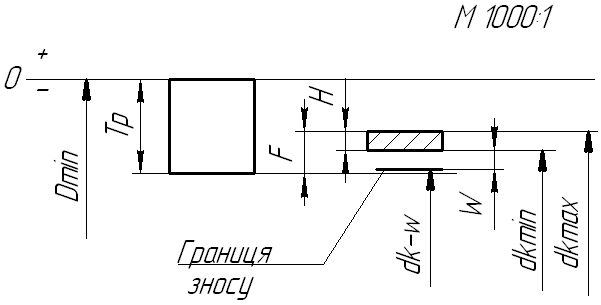
Рисунок 4.3 – Схема розташування полів допусків калібру.
4.7 Виконуємо кресленик калібр-пробки для розташування двох отворів з позначенням виконавчих розмірів. Приклад виконання кресленика калібру дивись рисунок 4.4.
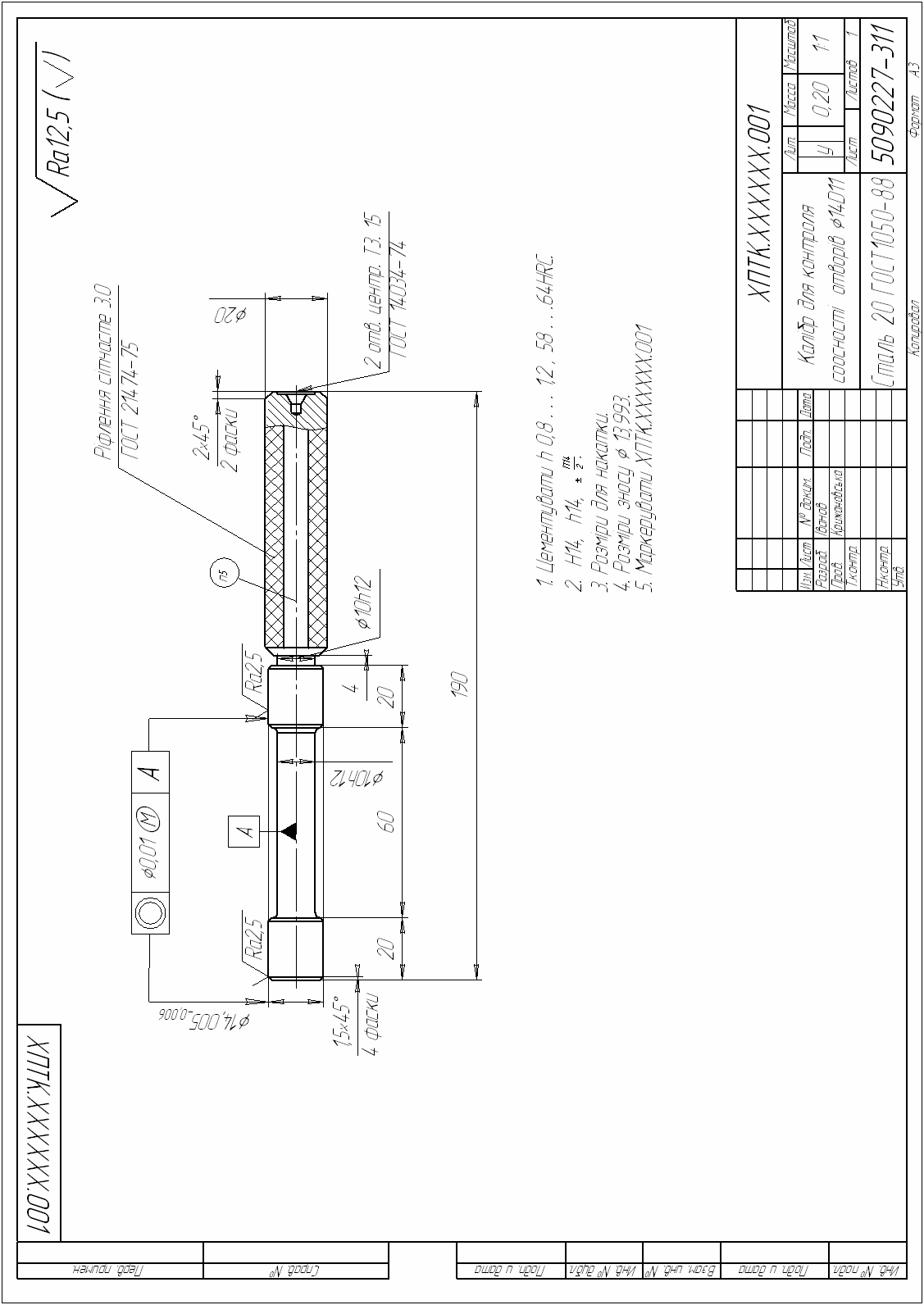
Рисунок 4.4 – Кресленик калібру для контролю співвісності отворів Ø 14D10.
Приклад 5. Розрахувати виконавчі розміри калібру для контролю розташування шести отворів Ø 11Н11.
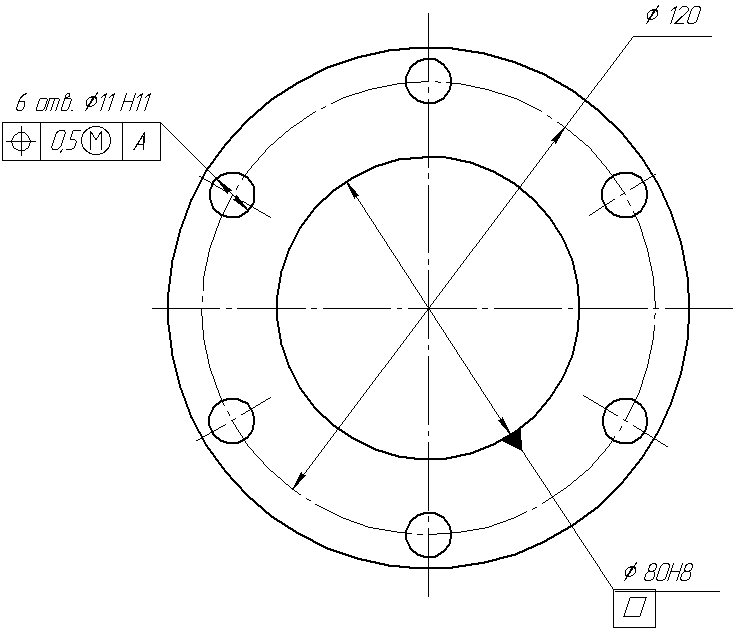
Рисунок 5.1 – Ескіз деталі.

 6
отв. Ø 11 Н11
6
отв. Ø 11 Н11
0,5
м А
Позначення на креслені читається – допуск розташування:
- позиційний допуск розташування 6-ти отворів 0,5 мм на діаметрі відносно поверхні А. Поверхня А є базою – отвір Ø 80 Н8.
- допуск залежний ( залежний – перемінний допуск розташування, який вказується на креслені своїм мінімальним значенням і може бути перевищені на величину граничних відхилень вала і отвору. Назначається, коли зазори або натяги між деталями, що спрягаємі по декільком поверхням, повинні знаходитися в заданих межах).
5.1 Визначаємо по табл. 1, с.4 ГОСТ 16085 граничні відхилення і допуски діаметрів пробок калібру виходячи з величини позиційного допуску
ТР = 0,5 мм = 500 мкм.
- для пробок, що контролюють розташування отворів діаметром 11 Н11:
F = 53 мкм = 0,053 мм – основне відхилення;
Н = 12 мкм = 0,012 мм – допуск на виготовлення;
W = 16 мкм = 0,016 мм – величина зносу;
- для базової пробки (п.2.5 ГОСТ 16085) :
НО = Н = 0,012 мм – допуск на виготовлення базового вимірювального елемента калібру;
WO = W = 0,016 мм.
5.2 Визначаємо граничні розміри пробок калібру по формулах табл. 2 ГОСТ 16085 :
а) для базової пробки:
dKOmax = dGo-W , (5.1)
dGo-W = DOmin - y , (5.2)
де dKOmax - найбільший граничний розмір вимірювального елемента нового калібру;
dGo-W – розмір гранично зношеного по елементного прохідного калібру призначеного для контролю розміру поверхні виробу, мм.
DOmin – найменший граничний розмір базового отвору, DOmin=80 мм;
у – величина зносу калібру ПР. ГОСТ 16085, у = 0,005 мм.
dGo-W = 80 – 0,005 = 79,995 мм ,
dKOmax = 79,995 мм.